Tener en cuenta durante la programación – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manual del usuario
Página 246
Ciclos de mecanizado: Planeado
10.3
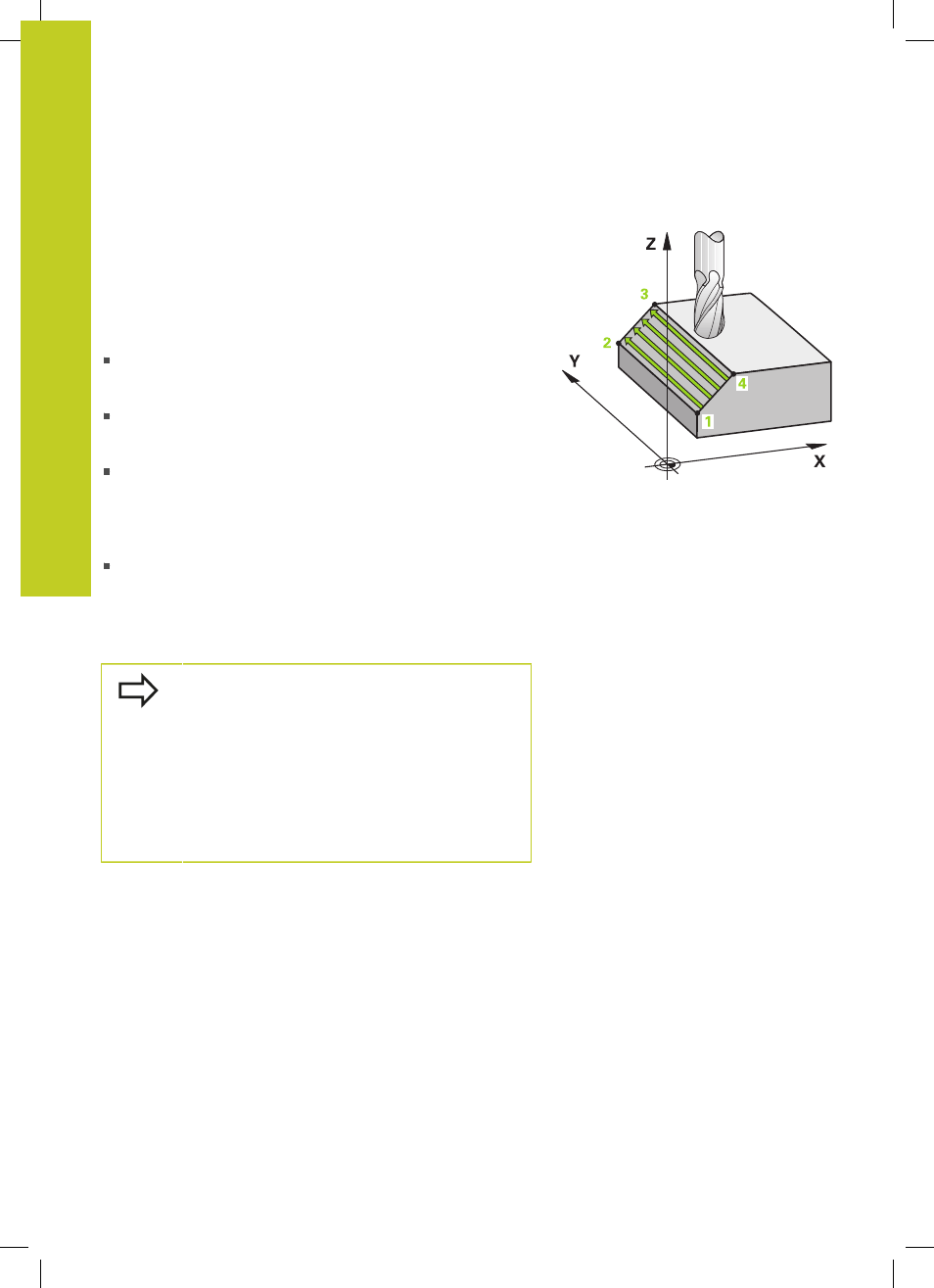
SUPERFICIE REGLADA (Ciclo 231, DIN/ISO: G231)
10
246
TNC 640 | Modo de Empleoprogramación de ciclos | 5/2014
Dirección de corte
El punto inicial y con él la dirección de fresado son de libre
elección, ya que el TNC desplaza los cortes del punto
1
al punto
2
y recorre el proceso completo del punto
1
/
2
al punto
3
/
4
. Se
puede establecer el punto
1
en cualquier esquina de la superficie a
mecanizar.
La calidad de la superficie al utilizar una fresa cilíndrica se puede
optimizar:
A través del corte del filo (punto
1
de coordenadas de eje
del cabezal mayor que el punto
2
de coordenadas de eje del
cabezal) en superficies poco inclinadas.
A través de corte de arrastre (punto
1
de coordenadas de eje
del cabezal menor que el punto
2
de coordenadas de eje del
cabezal) en superficies fuertemente inclinadas.
En superficies torsionadas, establecer la dirección del
movimiento principal (del punto
1
al punto
2
) en la dirección de
la inclinación más fuerte
La calidad de la superficie al utilizar una fresa esférica se puede
optimizar:
En superficies torsionadas, establecer la dirección del
movimiento principal (del punto
1
al punto
2
) perpendicular a la
dirección de la inclinación más fuerte
¡Tener en cuenta durante la programación!
El TNC posiciona la hta. desde la posición actual
sobre el punto de partida
1
con un movimiento 3D.
Posicionar previamente la herramienta de modo que
no pueda producirse ninguna colisión con la pieza o
con la sujeción
El TNC desplaza la hta. con corrección de radio
R0
entre las posiciones programadas.
Si es preciso utilizar una fresa con dentado frontal
cortante en el centro (DIN 844) o pretaladrado con el
ciclo 21.