De palpación – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manual del usuario
Página 420
Trabajar con ciclos de palpación
14.2 ¡Antes de trabajar con los ciclos de palpación!
14
420
TNC 640 | Modo de Empleoprogramación de ciclos | 5/2014
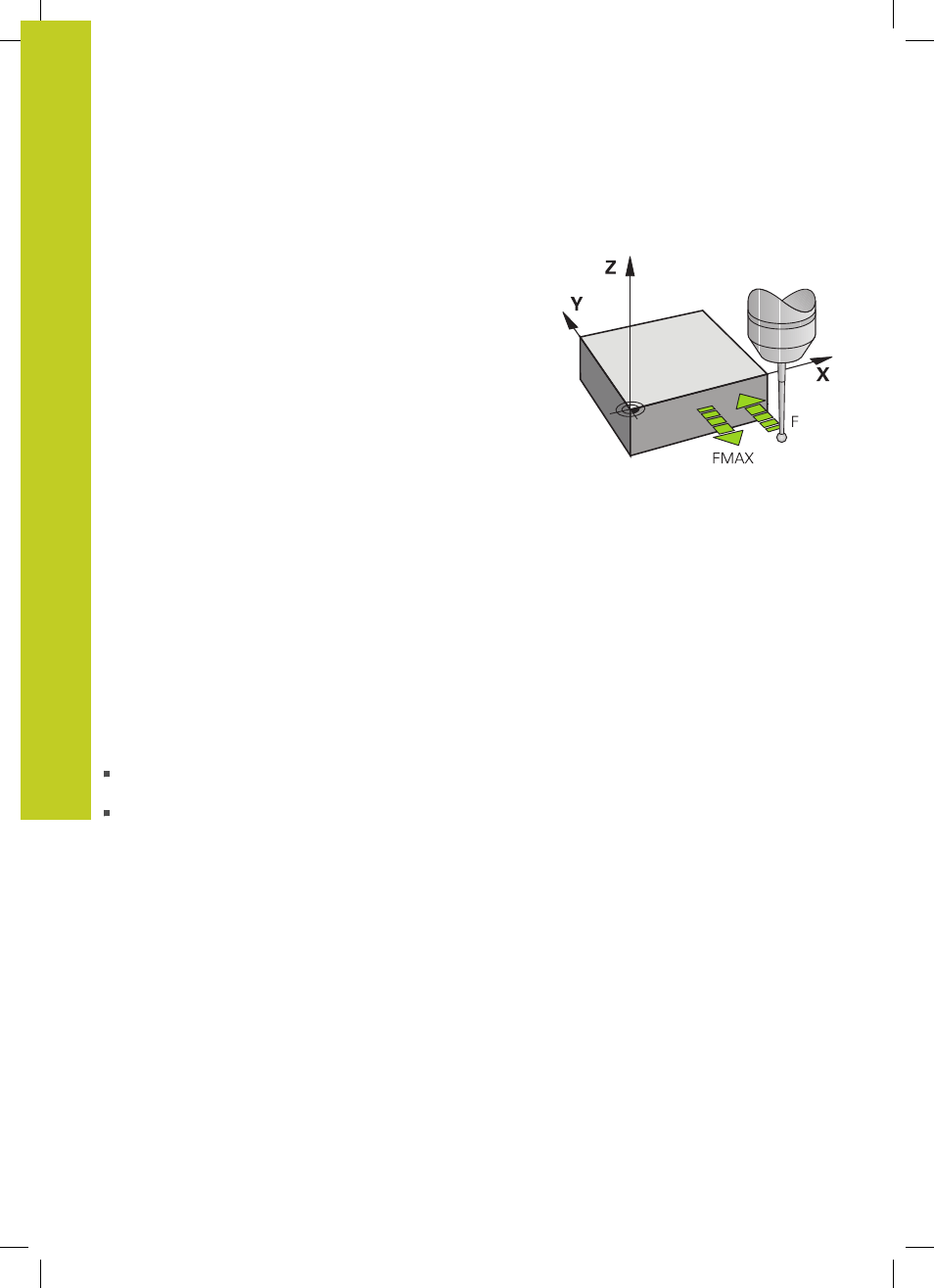
Palpador digital, avance de palpación : F en la tabla de
sistema de palpación
En
F se determina el avance con el cual el TNC palpa la pieza.
Palpador digital, avance para posicionamiento de
movimiento: FMAX
En
FMAX se determina el avance con el cual el TNC posiciona
previamente el palpador, o bien posiciona entre puntos de
medición.
Palpador digital, marcha rápida para movimientos de
posicionamiento: F_PREPOS en tabla del sistema de
palpación
En
F_PREPOS se determina, si el TNC debería posicionar el
palpador con el avance definido en FMAX, o en la marcha rápida de
la máquina.
Valor de introducción =
FMAX_PRUEBA: posicionar con avance
de
FMAX
Valor de introducción =
FMAX_MAQUINA: posicionar
previamente con marcha rápida de la máquina