HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Manual del usuario
Página 92
92
3 Ciclos de palpación para la comprobación automática de piezas
3.2 Cálculo aut
o
mático de los punt
os de r
e
fe
re
ncia
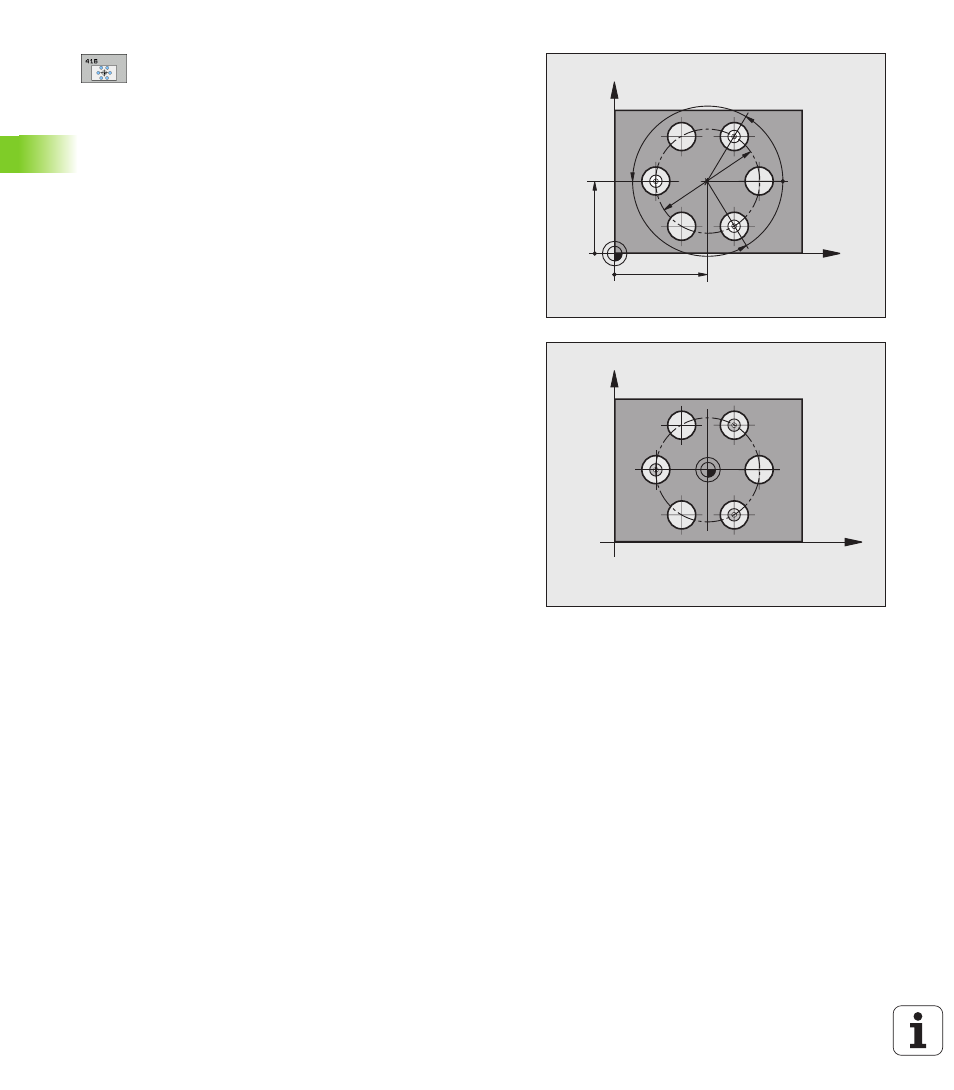
Centro 1er eje
Q273 (valor absoluto): Centro del
círculo de taladros (valor nominal) en el eje principal
del plano de mecanizado
Centro 2º eje
Q274 (valor absoluto): Centro del
círculo de taladros (valor nominal) en el eje auxiliar del
plano de mecanizado
Diámetro nominal
Q262: Introducir el diámetro
aproximado del círculo de taladros. Cuanto menor sea
el diámetro del taladro, más precisa debe ser la
indicación del diámetro nominal
Ángulo 1er taladro
Q291 (valor absoluto): ángulo en
coordenadas polares del primer punto central del
taladro en el plano de mecanizado
Ángulo 2º taladro
Q292 (valor absoluto): ángulo en
coordenadas polares del segundo punto central del
taladro en el plano de mecanizado
Ángulo 3er taladro
Q293 (valor absoluto): ángulo en
coordenadas polares del tercer punto central del
taladro en el plano de mecanizado
Altura de la medición en el eje del palpador
Q261 (valor absoluto): Coordenada del centro de la
bola (=punto de contacto) en el eje de palpación,
desde la cual se quiere realizar la medición
Altura de seguridad
Q260 (valor absoluto):
Coordenada en el eje del palpador, en la cual no se
puede producir ninguna colisión entre el palpador y la
pieza
Número del punto cero en la tabla
Q305: Indicar el
número en la tabla de puntos cero/tabla de presets,
donde el TNC debe memorizar las coordenadas del
círculo de taladros. Introduciendo Q305=0, el TNC
ajusta la visualización automática de tal forma que el
nuevo punto de referencia se encuentra en el centro
del círculo de agujeros
Nuevo punto de referencia en el eje principal
Q331 (absoluto): coordenada en el eje principal, sobre
la cual el TNC fija el centro calculado del círculo de
taladros.
Ajuste inicial = 0
Nuevo punto de referencia en el eje auxiliar
Q332 (absoluto): coordenada en el eje auxiliar, sobre
la cual el TNC fija el centro calculado del círculo de
taladros.
Ajuste inicial = 0
X
Y
Q274
Q273
Q262
Q291
Q293
Q292
X
Y