HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Manual del usuario
Página 89
HEIDENHAIN TNC 320
89
3.2 Cálculo aut
o
mático de los punt
os de r
e
fe
re
ncia
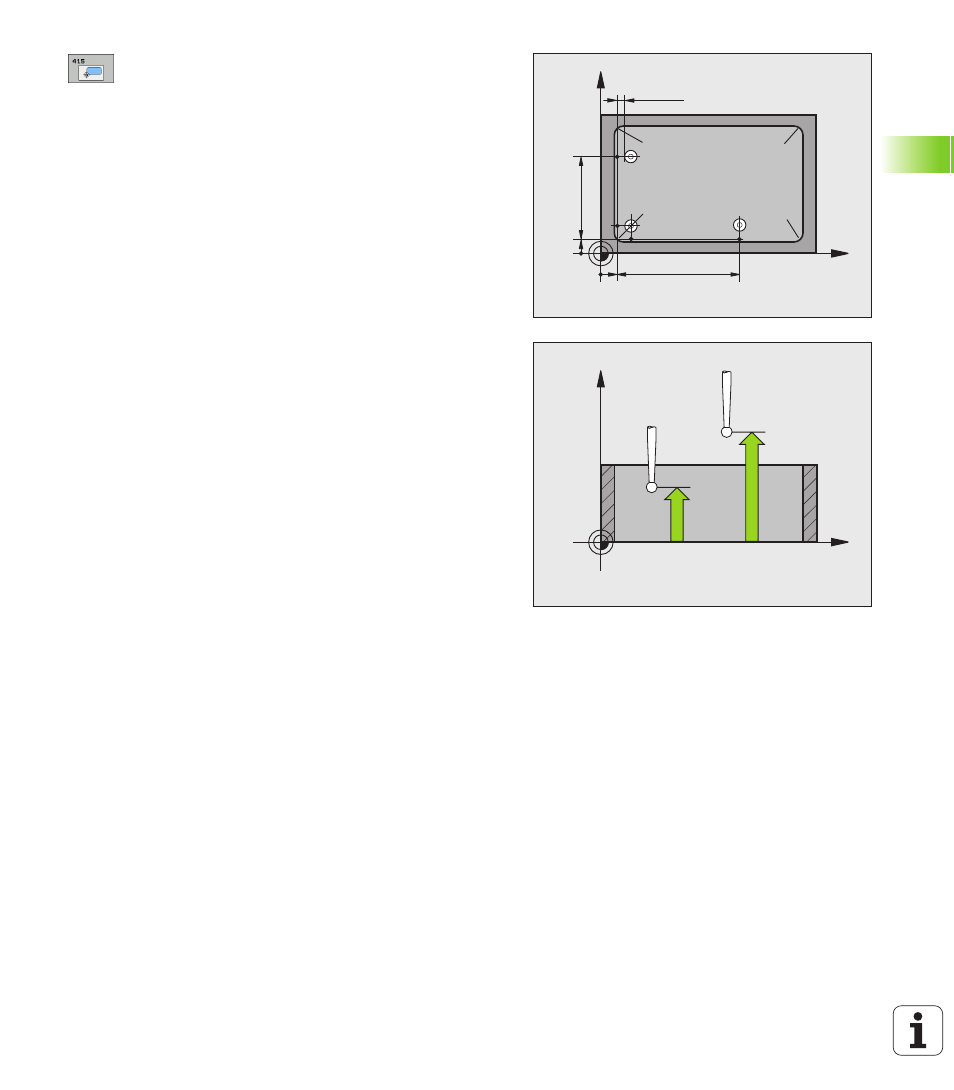
1er punto de medición del 1er eje
Q263 (valor
absoluto): Coordenada del 1er punto de palpación en
el eje principal del plano de mecanizado
1er punto de medición del 2º eje
Q264 (valor
absoluto): Coordenada del 1er punto de palpación en
el eje auxiliar del plano de mecanizado
Distancia 1er eje
Q326 (valor incremental):
Distancia entre el primer y el segundo punto de
medición en el eje principal del plano de mecanizado
Distancia 2º eje
Q327 (valor incremental): Distancia
entre el tercer y el cuarto punto de medición en el eje
auxiliar del plano de mecanizado
Esquina
Q308: Número de la esquina, en la cual el
TNC debe fijar el punto de referencia
Altura de la medición en el eje del palpador
Q261 (valor absoluto): Coordenada del centro de la
bola (=punto de contacto) en el eje de palpación,
desde la cual se quiere realizar la medición
Distancia de seguridad
Q320 (valor incremental):
Distancia adicional entre el punto de medición y la
bola del palpador. Q320 se suma al valor de columna
SET_UP
Altura de seguridad
Q260 (valor absoluto):
Coordenada en el eje del palpador, en la cual no se
puede producir ninguna colisión entre el palpador y la
pieza
Desplazamiento a la altura de seguridad
Q301:
Determinar como debe desplazarse el palpador entre
los puntos de medición:
0: Desplazar entre los puntos de medición a la altura
de medición
1: Desplazar entre los puntos de medición a la altura
de seguridad
Ejecutar giro básico
Q304: Determinar si el TNC
debe compensar la posición inclinada de la pieza
mediante un giro básico:
0: No realizar el giro básico
1: Realizar el giro básico
X
Y
Q264
Q263
Q326
Q327
Q308=1
Q308=2
Q308=3
Q308=4
MP6140
+
Q320
X
Z
Q261
Q260