Pág. 88 – HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Manual del usuario
Página 88
88
3 Ciclos de palpación para la comprobación automática de piezas
3.2 Cálculo aut
o
mático de los punt
os de r
e
fe
re
ncia
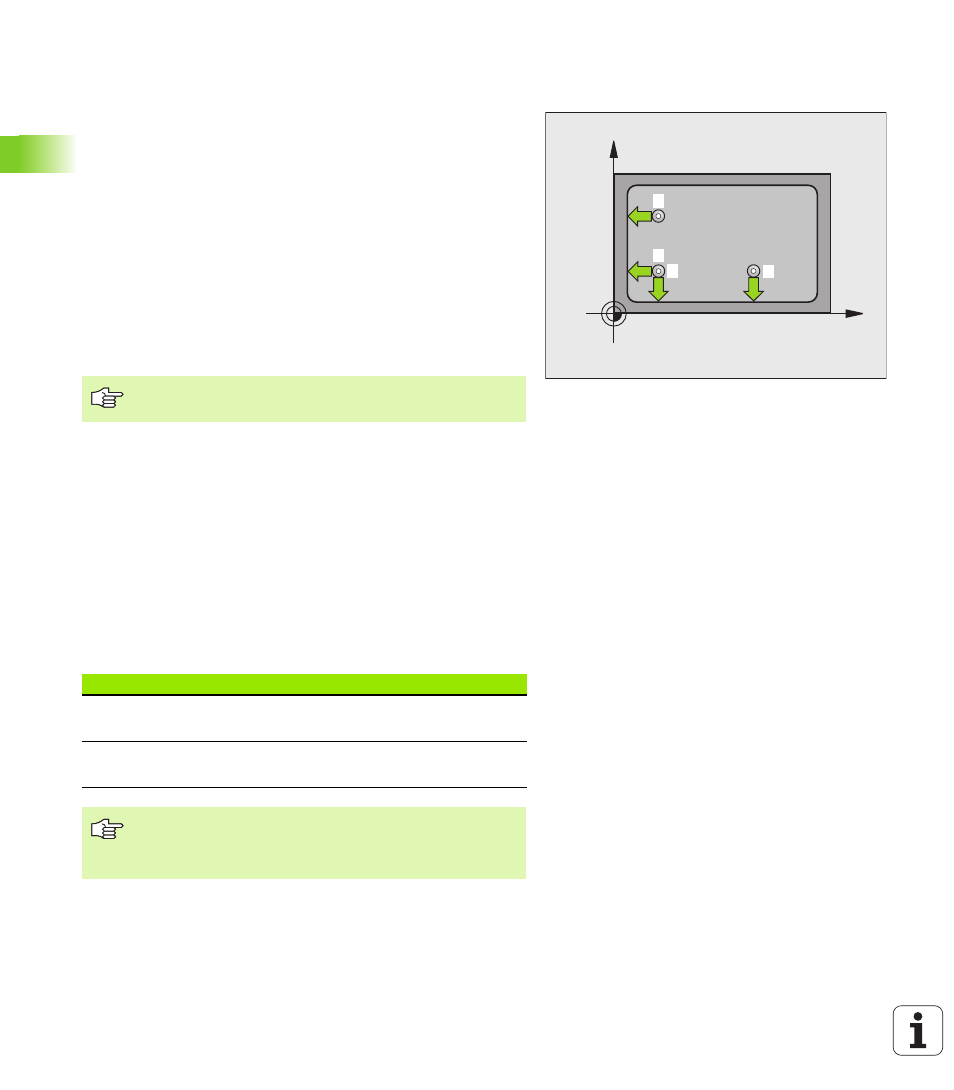
PTO. REF. ESQUINA INTERIOR (ciclo de
palpación 415, DIN/ISO: G415)
Con el ciclo de palpación 415 se calcula el punto de intersección de
dos rectas y se fija dicho punto de intersección como punto de
referencia. Si se desea, el TNC también puede escribir el punto de
intersección en una tabla de puntos cero o en una tabla de presets.
1
El TNC posiciona el palpador en avance rápido (valor de columna
FMAX) y según la lógica de posicionamiento (véase "Ejecución de
los ciclos de palpación" en pág. 21) hacia el primer punto de
palpación
1
que se define en el ciclo (ver figura arriba a la derecha).
Para ello, el TNC desplaza el palpador según la distancia de
seguridad en la dirección de desplazamiento opuesta a la que le
corresponde
2 A continuación el palpador se desplaza a la altura de la medición
programada y ejecuta el primer proceso de palpación con avance
de palpación (dispositivo F). La dirección de palpación resulta del
número que identifica la esquina
3
Después el palpador se desplaza al siguiente punto de palpación
2
y ejecuta el segundo proceso de palpación
4
El TNC posiciona el palpador en el punto de palpación
3
y después
en el punto de palpación
4
y ejecuta en ese punto el tercer o cuarto
proceso de palpación
5
A continuación el TNC posiciona el palpador de nuevo en la altura
de seguridad y procesa el punto de referencia calculado en relación
con los parámetros de ciclo Q303 y Q305 (véase "Guardar punto de
referencia calculado" en pág. 64) y memoriza las coordenadas de la
esquina calculada en los parámetros Q ejecutados a continuación
6
Cuando se desee, el TNC determina seguidamente en una
palpación previa separada el punto de referencia en el eje de
palpación
X
Y
1
2
3
4
El TNC mide la primera recta siempre en dirección del eje
auxiliar del plano de mecanizado.
Nº de parámetro
Significado
Q151
Valor actual de la esquina en el eje
principal
Q152
Valor actual de la esquina en el eje
auxiliar
Antes de la programación deberá tenerse en cuenta
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.