Pág. 128, 3 medición aut o mática de piezas – HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Manual del usuario
Página 128
128
3 Ciclos de palpación para la comprobación automática de piezas
3.3 Medición aut
o
mática de piezas
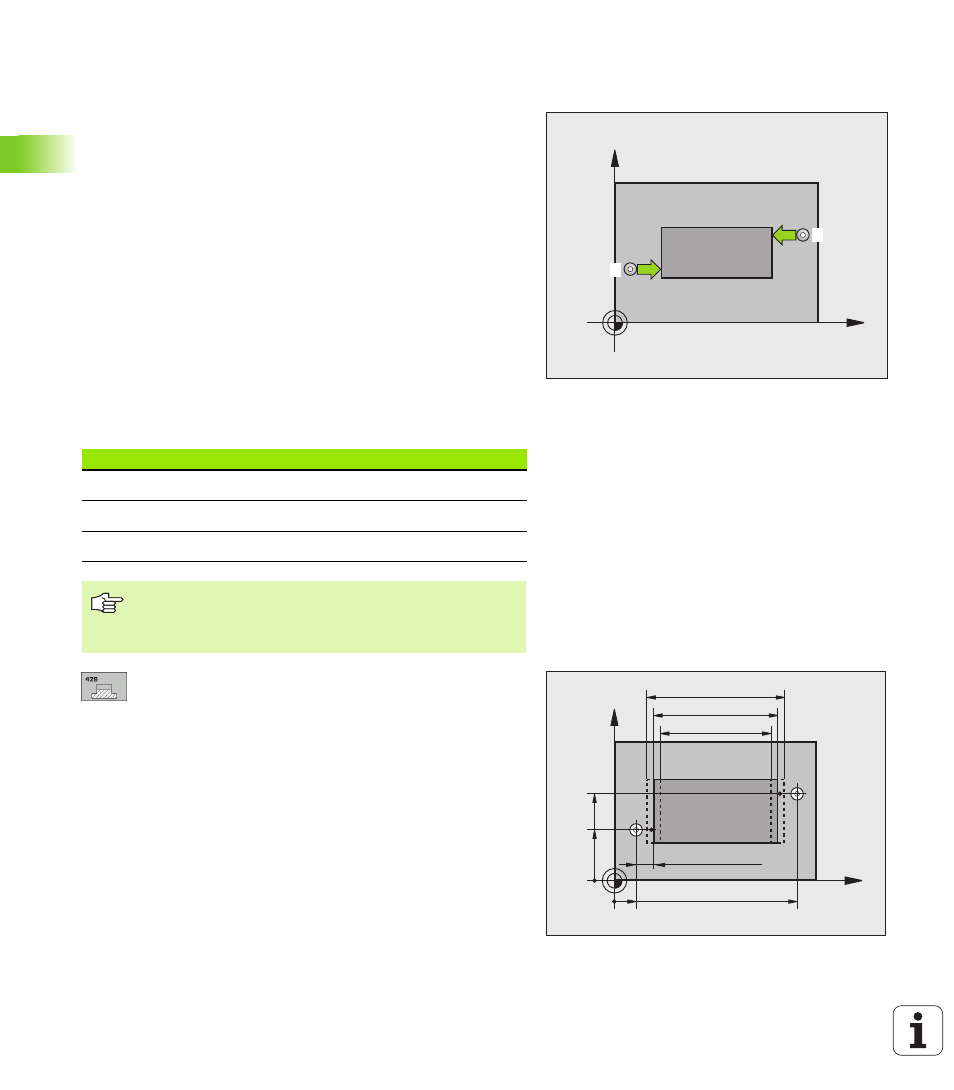
MEDIR EXTERIOR ISLA (ciclo de palpación 426,
DIN/ISO: G426)
El ciclo de palpación 426 calcula la posición y la anchura de una isla. Si
se han definido los valores de tolerancia correspondientes en el ciclo,
el TNC realiza una comparación del valor nominal y el real y memoriza
la diferencia en los parámetros del sistema.
1
El TNC posiciona el palpador en avance rápido (valor de columna
FMAX) y según la lógica de posicionamiento (véase "Ejecución de
los ciclos de palpación" en pág. 21) hacia el punto de palpación
programado
1
. El TNC calcula los puntos de palpación según las
indicaciones en el ciclo y la distancia de seguridad indicada en el
dispositivo SET_UP de la tabla del sistema de palpación
2 A continuación el palpador se desplaza a la altura de la medición
programada y ejecuta el primer proceso de palpación con avance
de palpación (dispositivo F). 1. Palpación siempre en la dirección
negativa del eje programado
3
Después el palpador se desplaza al siguiente punto de palpación y
ejecuta el segundo proceso de palpación
4
Para finalizar el TNC hace rectroceder el palpador a la altura de
seguridad y memoriza los valores reales y la desviación en los
siguientes parámetros Q:
1er. punto de medición del 1er eje
Q263 (valor
absoluto): Coordenada del 1er punto de palpación en
el eje principal del plano de mecanizado
1 punto de medición del 2º eje
Q264 (absoluto):
coordenada del 1er punto de palpación en el eje
auxiliar del plano de mecanizado
2º punto de medición del 1er eje
Q265 (valor
absoluto): Coordenada del segundo punto de
palpación en el eje principal del plano de mecanizado
2º punto de medición del 2º eje
Q266 (absoluto):
coordenada del segundo punto de palpación en el eje
auxiliar del plano de mecanizado
X
Y
1
2
Nº de parámetro
Significado
Q156
Valor real de la longitud medida
Q157
Valor real posición eje central
Q166
Desviación de la longitud medida
Antes de la programación deberá tenerse en cuenta
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
MP6140 + Q320
Q264
Q265
X
Y
Q289
Q311
Q288
Q272=1
Q272=2
Q266
Q263