HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Manual del usuario
Página 82
82
3 Ciclos de palpación para la comprobación automática de piezas
3.2 Cálculo aut
o
mático de los punt
os de r
e
fe
re
ncia
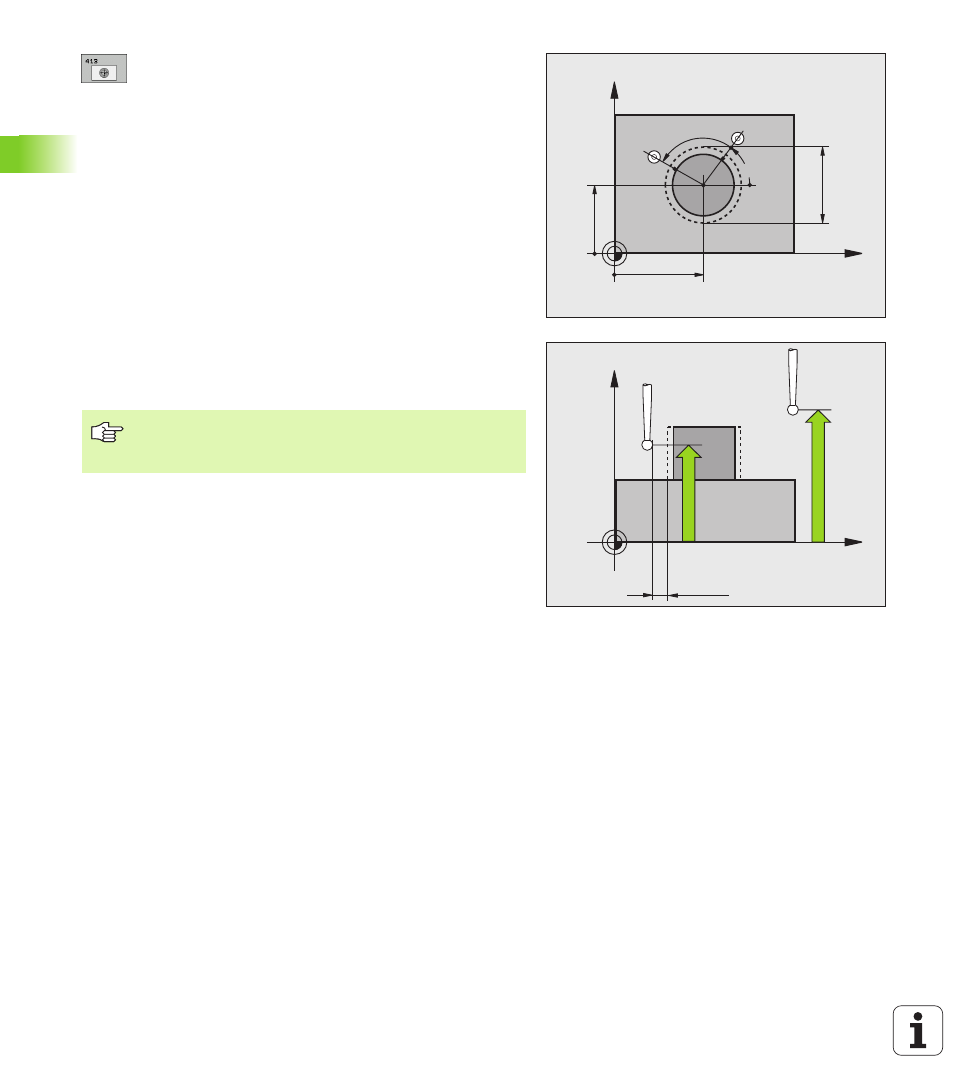
Centro 1er eje
Q321 (valor absoluto): Centro de la
isla en el eje principal del plano de mecanizado
Centro 2º eje
Q322 (valor absoluto): Centro de la isla
en el eje auxiliar del plano de mecanizado Cuando se
programa Q322 = 0, el TNC orienta el centro del
taladro sobre el eje Y positivo, cuando Q322 es
distinto de 0, el TNC orienta el centro del taladro
sobre la posición nominal
Diámetro nominal
Q262: Diámetro aproximado de la
isla. Introducir un valor superior al estimado
Ángulo inicial
Q325 (valor absoluto): ángulo entre el
eje principal del plano de mecanizado y el primer
punto de palpación
Paso angular
Q247 (valor incremental): Angulo entre
dos puntos de medición, el signo del paso angular
determina la dirección de giro ( - = sentido horario), en
la cual se desplaza el palpador hacia el siguiente punto
de medición. Si se quieren medir arcos de círculo,
deberá programarse un paso angular menor a 90°
X
Y
Q322
Q321
Q262
Q325
Q247
X
Z
Q261
Q260
MP6140
+
Q320
Cuanto menor sea el paso angular programado, más
impreciso será el punto de referencia calculado por el TNC.
Valor de introducción mínimo: 5°.