HEIDENHAIN TNC 410 ISO Programming Manual del usuario
Página 464
438
13 Tablas y resúmenes
13.1 P
ar
á
me
tr
os d
e
us
ua
ri
o g
e
n
e
ra
le
s
Gestionar los datos de la herramienta/datos
de la calibración
MP7411
Datos actuales de la hta. con los datos de calibración del palpador 3D: +0
Se mantienen los datos actuales de la hta.: +1
Gestionar los datos de calibración en el menú de calibración: +0 (excepto
TNC 410)
Gestionar los datos de calibración en la tabla de herramientas: +2 (excepto
TNC 410)
Ciclos SL
MP7420
Fresar un canal alrededor del contorno en sentido horario para islas y
en sentido antihorario para cajeras: +0
Fresar un canal alrededor del contorno en sentido horario para cajeras y
en sentido antihorario para islas: +1
Fresar el canal del contorno antes del desbaste: +0
Fresar el canal del contorno después del desbaste: +2
Unir los contornos corregidos: +0
Unir los contornos sin corregir: +4
Desbaste hasta la profundidad de la cajera: +0
Fresar y desbastar por completo la cajera antes de cada aproximación: +8
Para los ciclos G56, G57, G58, G59, G121, G122, G123, G124 se tiene:
Desplazar la hta. al final del ciclo a la última posición programada antes de
la llamada al ciclo: +0
Retirar la herramienta al final del ciclo en el eje de la misma: +16
Ciclos SL grupo I, funcionamiento (excepto
TNC 426, TNC 430)
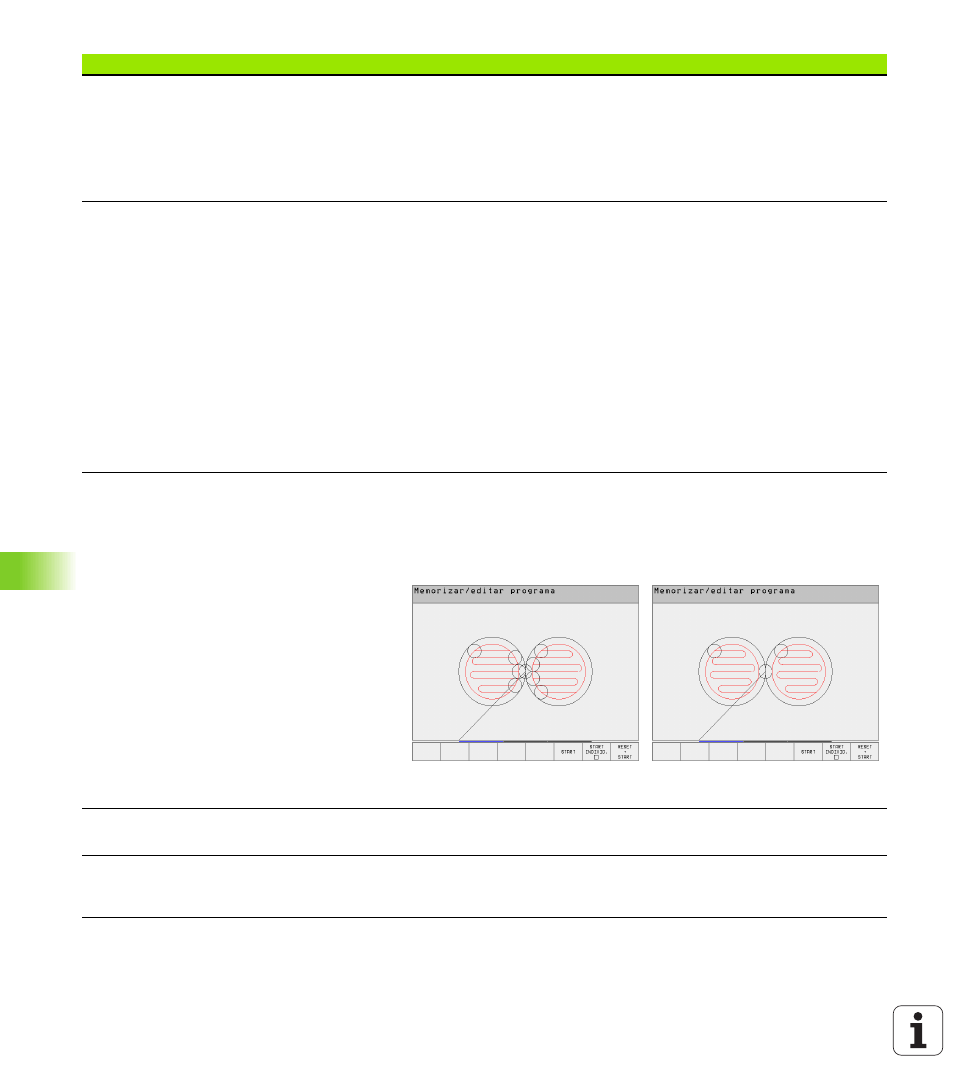
MP7420.1
Desbastar en forma de meandro margenes separados con movimiento de
levantamiento: +0
Desbastar margenes separados de forma sucesiva sin movimiento de
levantamiento: +1
Bit 1 a Bit 7: reservados
MP7420.1 = 0 (pequeños círculos = movimiento de profundización)
MP7420.1 = 1
Ciclo 4 FRESADO DE CAJERAS y ciclo 5
CAJERA CIRCULAR: Factor de solapamiento
MP7430
0,1 a 1,414
Desviación admisible del radio del círculo en
el punto final del mismo en relación al punto
inicial del círculo (excepto TNC 410)
MP7431
0,0001 a 0,016 [mm]
Mecanizado y ejecución del programa