HEIDENHAIN TNC 410 ISO Programming Manual del usuario
Página 310
284
8 Programación: Ciclos
8
.7 C
ic
los
SL
gr
up
o I
I (
e
x
c
e
pt
o
TNC
41
0
)
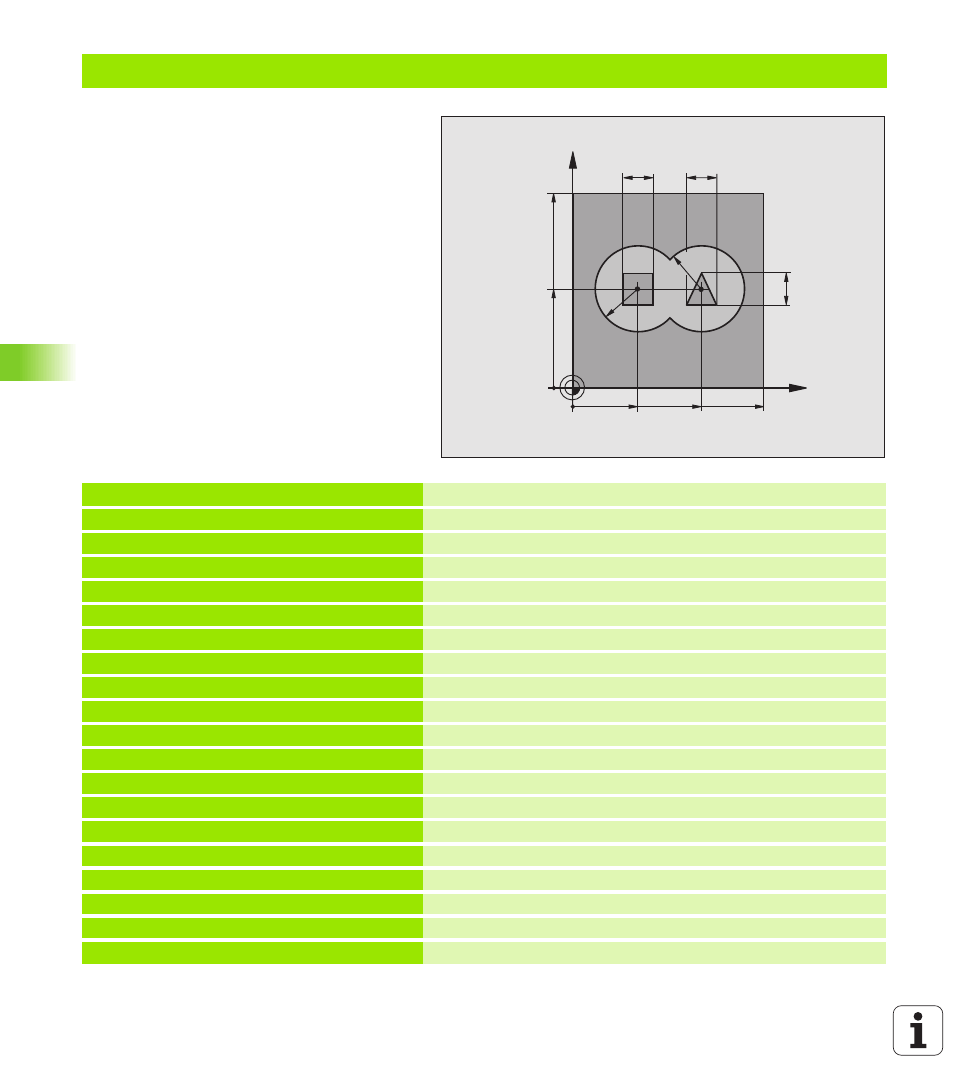
Ejemplo: Pretaladrado, desbaste y acabado de contornos superpuestos
%C21 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Definición del bloque
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+6 *
Definición de la hta. Taladro
N40 G99 T2 L+0 R+6 *
Definición de la hta. para el desbaste/acabado
N50 T1 G17 S4000 *
Llamada a la hta. para el taladrado
N60 G00 G40 G90 Z+250 *
Retirar la herramienta
N70 G37 P01 1 P02 2 P03 3 P04 4 *
Determinar el subprograma del contorno
N80 G120 Q1=-20 Q2=1 Q3=+0,5 Q4=+0,5
Determinar los parámetros de mecanizado generales
Q5=+0 Q6=+2 Q7=+100 Q8=+0,1 Q9=-1 *
N90 G121 Q10=+5 Q11=250 Q13=2 *
Definición del ciclo Pretaladrado
N100 G79 M3 *
Llamada al ciclo Pretaladrado
N110 Z+250 M6 *
Cambio de herramienta
N120 T2 G17 S3000 *
Llamada a la hta. para Desbaste/Acabado
N130 G122 Q10=+5 Q11=100 Q12=350 *
Definición del ciclo Desbaste
N140 G79 M3 *
Llamada al ciclo Desbaste
N150 G123 Q11=100 Q12=200 *
Definición del ciclo para Acabado en profundidad
N160 G79 *
Llamada al ciclo Acabado en profundidad
N170 G124 Q9=+1 Q10=+5 Q11=100 Q12=400
Definición del ciclo Acabado lateral
Q14=+0 *
X
Y
35
50
100
100
16
16
R25
65
16
R25