HEIDENHAIN TNC 410 ISO Programming Manual del usuario
Página 406
380
11 Test del programa del programa
1
1
.4
Ej
e
c
u
c
ió
n d
e
l pr
og
ra
ma
Ejecutar el programa de mecanizado con
coordenadas de ejes no controlados (excepto
TNC 426, TNC 430)
Empleo
El TNC también puede ejecutar programas en los cuales se han
programado ejes no controlados.
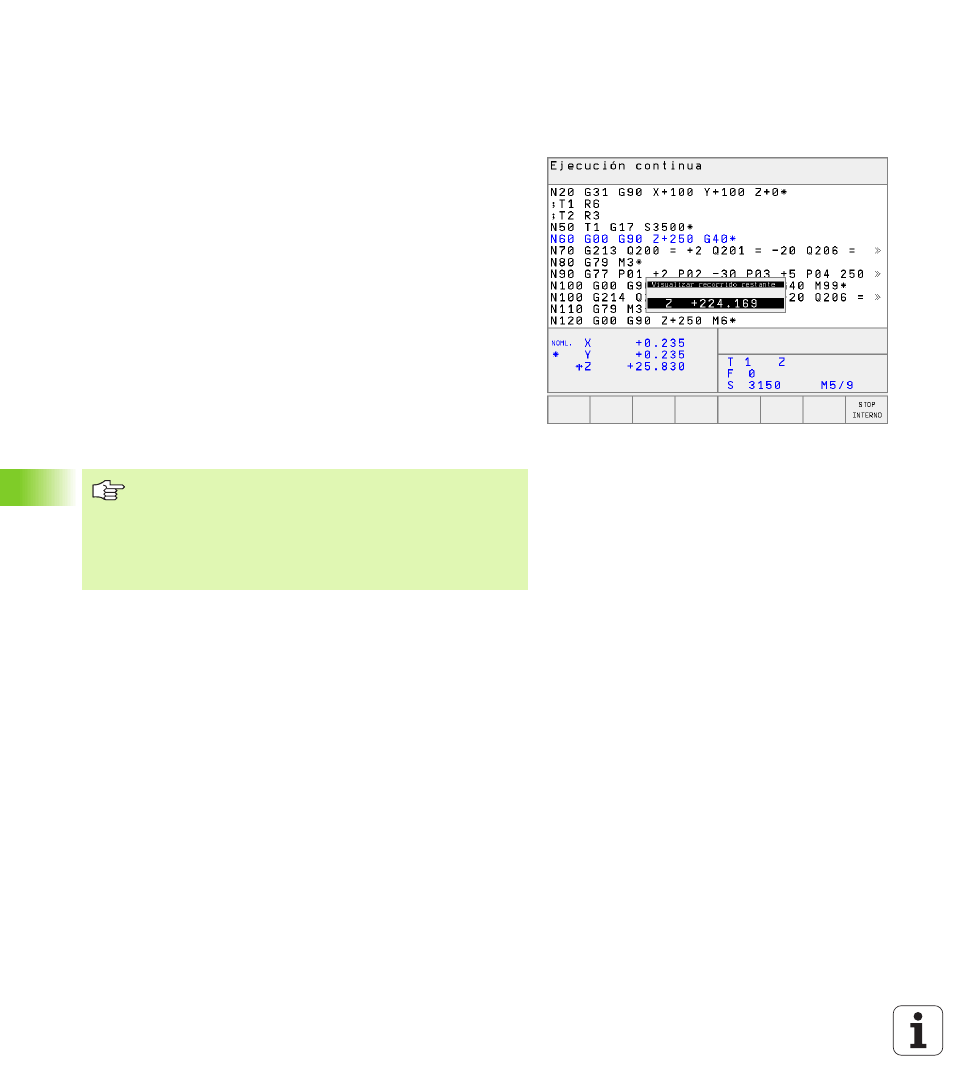
El TNC detiene la ejecución del programa, cuando llega a una frase que
contiene ejes no controlados. Asimismo el TNC visualiza una ventana
en la cual se muestra el recorrido restante hasta la posición de destino
(véase fig. arriba a la dcha.).
Manejo
Cuando el TNC visualiza la ventana del recorrido restante, se procede
de la siguiente forma:
U
U
U
U
Desplazar manualmente el eje a la posición de destino. El TNC
actualiza continuamente la ventana del recorrido restante y visualiza
siempre el valor que queda para alcanzar la posición de destino
U
U
U
U
Una vez alcanzada la posición de destino, se pulsa la tecla de
arranque NC para poder continuar con la ejecución del programa. Si
se pulsa NC-START antes de alcanzar la posición final, el TNC emite
un aviso de error
La exactitud con la que debe alcanzarse la posición final
está determinada en el parámetro de máquina 1030.x
(posibles valores de introducción: 0.001 a 2 mm).
Los ejes no controlados deben estar en una frase de
posicionamiento a parte, de lo contrario el TNC emite un
aviso de error.