HEIDENHAIN TNC 410 ISO Programming Manual del usuario
Página 234
208
8 Programación: Ciclos
8.3 Ciclos p
ar
a taladr
ado
t
a
ladr
ad
o d
e r
o
sca y fr
esad
o d
e r
o
sca
U
U
U
U
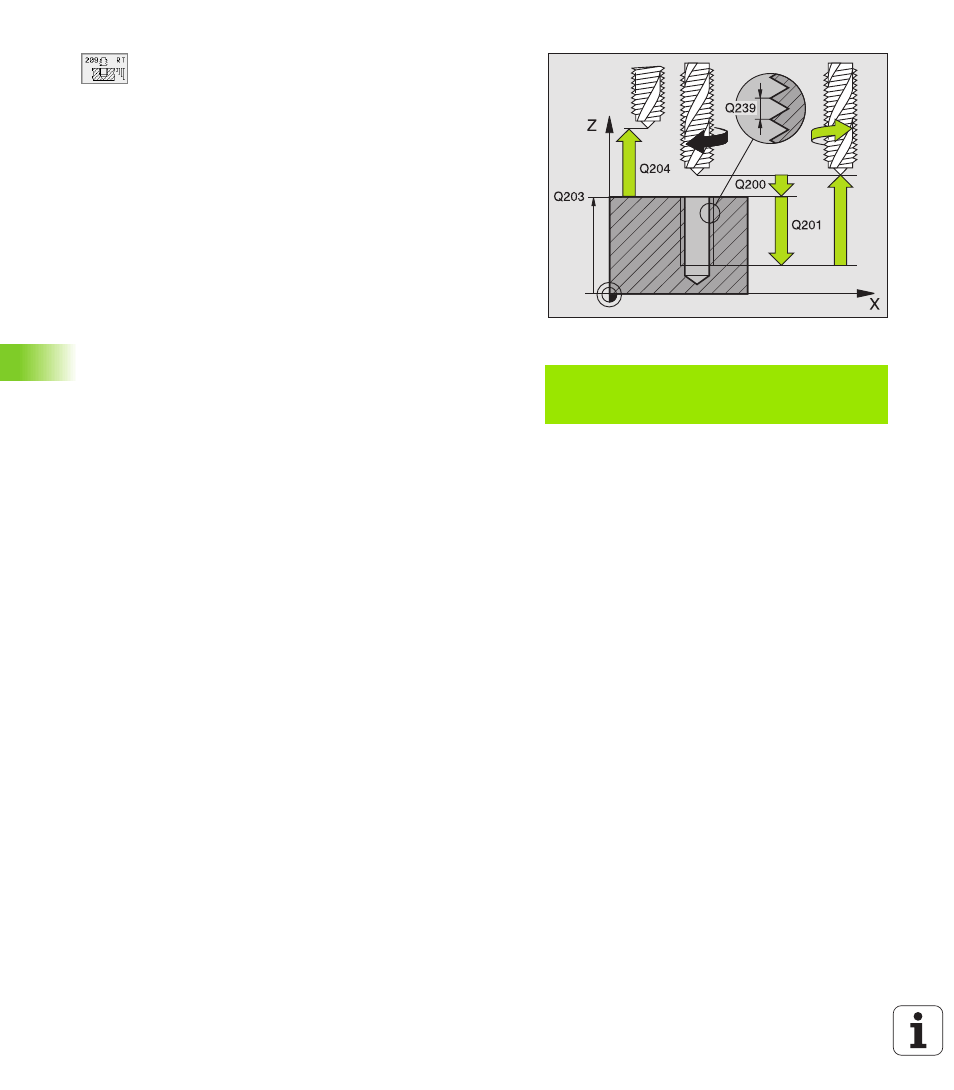
Distancia de seguridad
Q200 (valor incremental):
Distancia extremo de la hta. (posición inicial) –
superficie de la pieza
U
U
U
U
Profundidad de roscado
Q201 (valor incremental):
Distancia superficie de la pieza – final de la rosca
U
U
U
U
Paso de roscado
Q239
Paso de la rosca. El signo determina si el roscado es
a derechas o a izquierdas:
+= rosca a derechas
–= rosca a izquierdas
U
U
U
U
Coord. de la superficie de la pieza
Q203 (valor
absoluto): Coordenadas de la superficie de la pieza
U
U
U
U
2ª distancia de seguridad
Q204 (valor incremental):
Coordenada del eje de la hta. en la cual no se produce
ninguna colisión entre la hta. y la pieza
U
U
U
U
Profundidad de taladrado hasta el arranque de
viruta
Q257 (valor incremental): Aproximación,
después de la cual el TNC realiza el arranque de viruta.
U
U
U
U
Retroceso en el arranque de viruta
Q256: El TNC
multiplica el paso Q239 con el valor programado y
hace retroceder a la hta. en el arranque de viruta
según dicho valor calculado. Si se programa Q256 =
0, el TNC retira la hta. del taladro para soltarla (a la
distancia de seguridad)
U
U
U
U
Angulo para la orientación del cabezal
Q336 (valor
absoluto): Angulo sobre el cual el TNC posiciona la
hta. antes del roscado De esta forma si es preciso se
puede repasar la rosca
Retirar la hta. durante la interrupción del programa
Si se pulsa la tecla externa de parada durante el proceso de roscado,
el TNC visualiza la softkey DESPLAZAR LIBREMENTE DE FORMA
MANUAL. Si se pulsa RETIRAR HTA. MANUALMENTE, la hta. se
retira de forma controlada. Para ello se activa el pulsador de dirección
positiva del eje de la herramienta activado.
Ejemplo:Frase NC
N26 G209 Q200=2 Q201=-20 Q239=+1
Q203=+25 Q204=50 Q257=5 Q256=+25
Q336=50 *