Ranura lineal superficie envolvente g792, 21 mecanizado de superficies en v o lv ent e s – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 376
376
6 Programación DIN
6.21 Mecanizado de superficies en
v
o
lv
ent
e
s
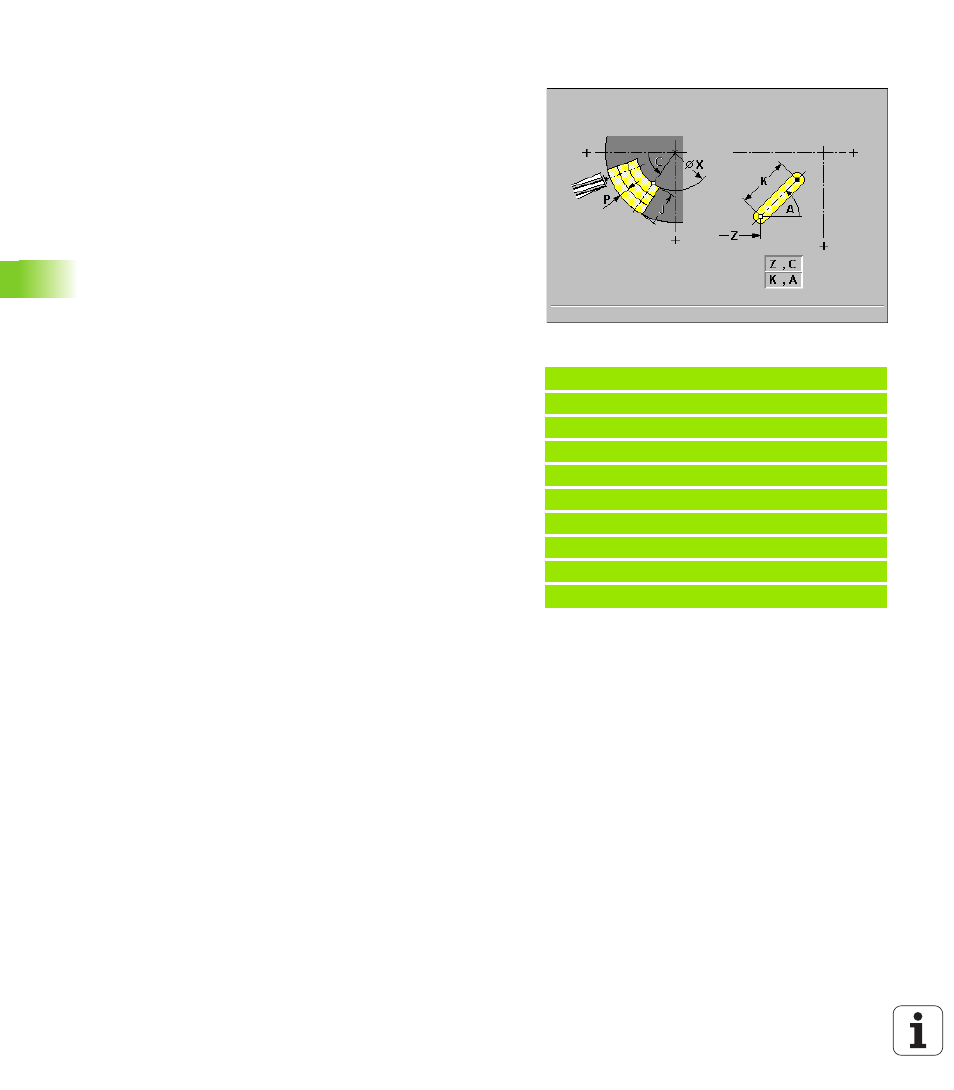
Ranura lineal superficie envolvente G792
G792 fresa una ranura desde la posición actual de la herramienta hasta
el punto final. La anchura de la ranura se corresponde con el diámetro
de la fresa. No se produce ningún cálculo de sobremedida.
Parámetro
Punto final Z
Angulo final C
Longitud K
de la ranura - referida al punto central de fresado
Angulo A
de la ranura - referencia: véase figura auxiliar
Base de fresado X
(Cota de diámetro)
Profundidad de fresado J
Si se indica J: el ciclo se aproxima a la distancia de seguridad y
fresa la ranura
Si no se indica J: el ciclo fresa desde la posición de la herramienta
Aproximación máxima P
(por defecto: profundidad total en una
aproximación)
Avance de aproximación F
para la aproximación de profundidad (por
defecto: avance activo)
Posibles combinaciones paramétricas en la definición del punto
final:
Punto final Z, ángulo final C
Longitud de ranura K, Angulo A
Indicaciones:
Incline el cabezal antes de la llamada del G792 en la posición angular
deseada.
Si se utiliza un sistema de posicionamiento del cabezal (sin eje C),
se genera una ranura radial, paralela al eje Z.
Ejemplo: G792
%792.nc
[G792]
N1 T71 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X110 Z5
N5 G0 X102 Z-30
N6 G792 K25 A45 X97 J3 P2 F0.15
N7 M15
FINAL