Ciclo de repetición sencillo del contorno g83, 12 ciclos de gir o sencillos – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 322
322
6 Programación DIN
6.12 Ciclos de gir
o
sencillos
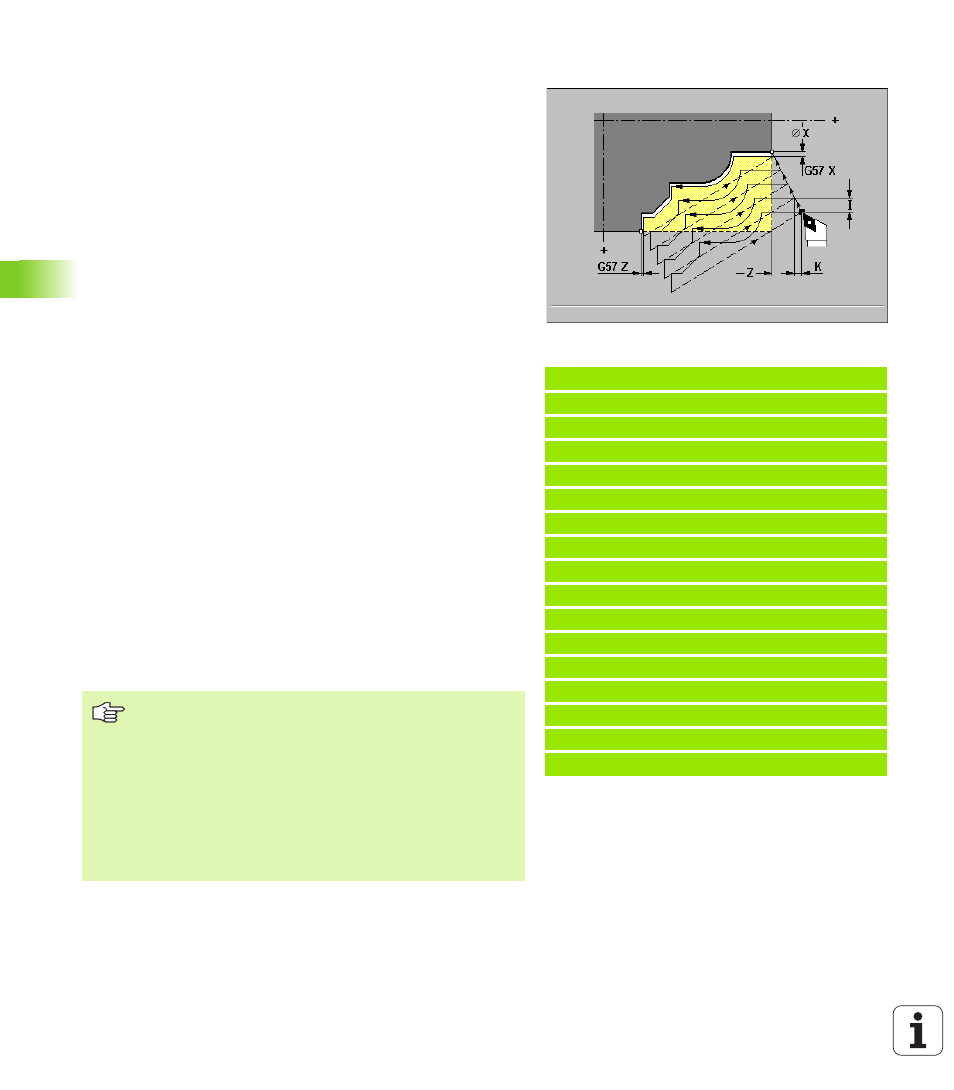
Ciclo de repetición sencillo del contorno G83
G83 ejecuta varias veces el "ciclo de mecanizado" programado en las
secuencias por frases. En el ciclo de mecanizado se permiten
recorridos o ciclos sencilos (sin descripción del contorno). G80 finaliza
el ciclo de mecanizado.
"X, Z" define el punto inicial del contorno. G83 comienza el mecanizado
del ciclo desde la posición de la herramienta. Antes de cada corte el
ciclo realiza una aproximación según el valor definido en "I, K".
Después el ciclo realiza el mecanizado definido en las frses sucesivas
aceptándose como "sobremedida" la distancia que hay de la posición
de la herramienta al punto inicial del contorno. G83 repite este proceso
hasta que se alcanza el "punto inicial".
G83 se utiliza:
para el mecanizado de secciones de la pieza paralelas al contorno
(desbaste de piezas preconformadas).
para repetir procesos del mecanizado (por ejemplo, mecanizado de
una ranura).
Parámetro
Punto inicial X
(Cota de diámetro)
Punto inicial Z
Aproximación máxima I
en dirección X (introducir I sin signo)
Aproximación máxima K
en dirección Z (introducir K sin signo)
Notas sobre la ejecución del ciclo:
Si se precisan varias aproximaciones diferentes en la dirección X y
Z, primero se trabaja en ambas direcciones con los valores
programados. Una vez alcanzado el valor programado en una
dirección, ya no se aproxima más en dicha dirección.
El MANUALplus calcula la dirección del mecanizado y de
aproximación en base a la posición actual de la herramienta respecto
al punto inicial del contorno.
Posición de la herramienta tras la ejecución del ciclo: Punto inicial del
contorno
Ejemplo: G83
%83.nc
[G83]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G83 X80 Z0 I4 K0.3
N4 G0 X80 Z0
N5 G1 Z-15 B-1
N6 G1 X102 B2
N7 G1 Z-22
N8 G1 X90 Zi-12 B1
N9 G1 Zi-6
N10 G1 X100 A80 B-1
N11 G1 Z-47
N12 G1 X110
N13 G0 Z2
N14 G80
FINAL
G83 no se puede activar tampoco mediante la llamada
de subprogramas.
La herramienta debe estar al principio del ciclo fuera del
campo definido del contorno.
Corrección del radio de la cuchilla: no se realiza - Se
puede programar por separado el SRK.
Sobremedidas: Las sobremedidas G57 se calculan. Se
calcula una sobremedida G58 si el SRK está activo. Las
sobremedidas permanecen activas tras la ejecución del
ciclo.