Ciclo de profundización sencillo g86, 13 ciclos de pr ofundización – HEIDENHAIN MANUALplus 4110 Manual del usuario
Página 331
HEIDENHAIN MANUALplus 4110
331
6.13 Ciclos de pr
ofundización
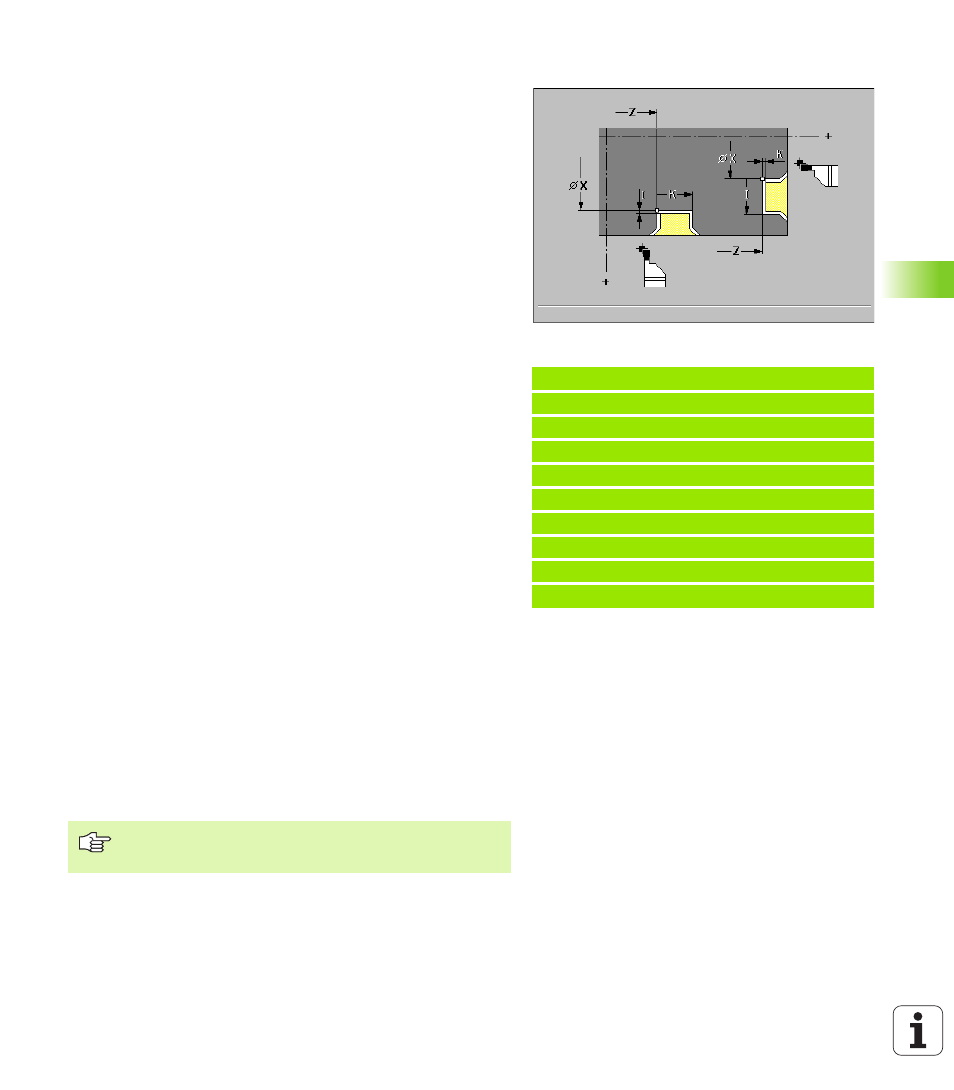
Ciclo de profundización sencillo G86
G86 realiza profundizaciones exteriores e interiores sencillas radiales
y axiales con biseles. El tipo de profundización (radial/axial; interior/
exterior) se calcula según la "orientacióin de la herramienta" (véase
“Herramientas de tornear" en pág. 419).
Parámetro
X Punto de esquina base X
(Cota de diámetro)
Z Punto de esquina base Z
Sobremedida I
Profundizacióin radial: Sobremedida en la profundización previa
Profundización axial: Anchura de profundización - sin datos: se
produce un recorrido de profundización (anchura de penetración
= anchura de la hta.).
Anchura K
Profundización radial: Anchura de profundización - sin datos: se
produce un recorrido de profundización (anchura de penetración
= anchura de la hta.).
Profundizacióin axial: Sobremedida en la profundización previa
Tiempo de espera E
en profundización de acabado (por defecto:
duración de una vuelta)
Notas sobre la ejecución del ciclo:
Si se programa una sobremedida, se produce la profundizacióin
previa y a continuacióin la profundización de acabado (acabado).
Si no se desea los biseles, deberá posicionarse suficientemente la
herramienta antes de la profundización. Cálculo en la profundización
radial:
XS = XK + 2 * (1.3 - b)
XS: posición de arranque (cota de diámetro)
XK: diámetro del contorno
b: anchura del bisel
El cálculo en profundización axial se realiza de igual forma.
Tras la ejecución del ciclo la herramienta se encuentra:
en la profundización radial
X: posición inicial
Z: última posición de profundización
en la profundización axial
X: última posición de profundización
Z: posición inicial
Ejemplo: G86
%86.nc
[G86]
N1 T30 G95 F0.15 G96 S200 M3
N2 G0 X62 Z2
N3 G86 X54 Z-30 I0.2 K7 E2 [radial]
N4 G14 Q0
N5 T38 G95 F0.15 G96 S200 M3
N6 G0 X120 Z1
N7 G86 X102 Z-4 I7 K0.2 E1 [axial]
FINAL
Corrección del radio de la cuchilla: no se realiza.
Sobremedidas: no se calculan