Errores – Hypertherm Phoenix V9.76.0 Manual del usuario
Página 237
Phoenix Software V9.76.0 Manual del operador 806403
237
10 – Diagnóstico y localización de problemas
Errores
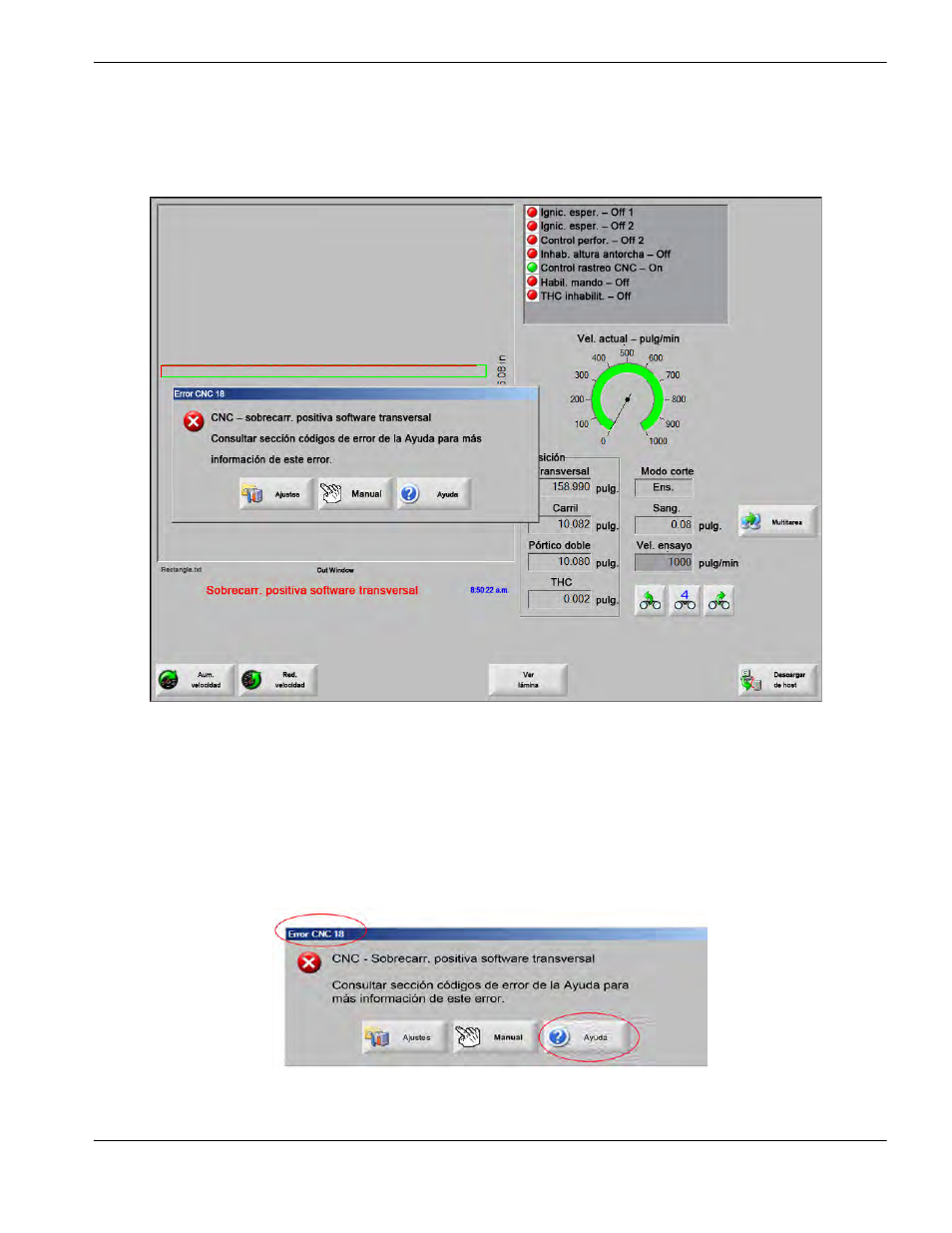
Un error lleva al CNC a una parada controlada y pone en cero la posición de todos los ejes. Si la falla ocurre cuando
el CNC está ejecutando un programa de pieza, éste se cancela y la posición del programa se lleva a cero.
Después del error, el operador debe retornar la mesa a origen porque la posición del programa se pierde. Al producirse
un error, se afectan algunas funciones como continuar última pieza y, de no retornarse la mesa a origen, posiblemente
la antorcha no se reincorpore al lugar preciso de la mesa. Si la opción Hay que ejecutar retor. orig. (hay que ejecutar
retorno a origen) está habilitada, cuando el operador trate de mover el pórtico después de borrar el error, verá un
mensaje de confirmación para retornar a origen la máquina.
La ventana de mensaje de error del CNC muestra el número del error y una tecla programable Ayuda abre la sección
Mensaje de error de la Ayuda en línea. La ventana de mensaje de error tiene también una tecla programable Ajustes que
lo regresa a esta pantalla y otra, Manual, que lo deja ejecutar el avance manual para borrar la falla.
Encontrará una descripción de cada error en la sección
Referencia a mensajes de error.
- EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Ti Shape Cutting Control Rev.2 806693 Rev.3 80669C Rev.2 806690 Rev.2 EDGE Pro SERCOS II Shape Cutting Control Rev.4 EDGE Pro SERCOS III Shape Cutting Control Rev.4 THC ArcGlide MAXPRO200 Rev.1 HPR260XD Manual Gas HPR260XD Auto Gas HPR130XD Manual Gas Rev.2 HPR130XD Auto Gas Rev.2 MicroEDGE Pro Shape Cutting Control Rev.1 HPR400XD Manual gas HPR400XD Auto Gas