Proceso láser (no de fibra óptica) – Hypertherm Phoenix V9.76.0 Manual del usuario
Página 165
Phoenix Software V9.76.0 Manual del operador 806403
165
7 – Procesos y tablas de corte
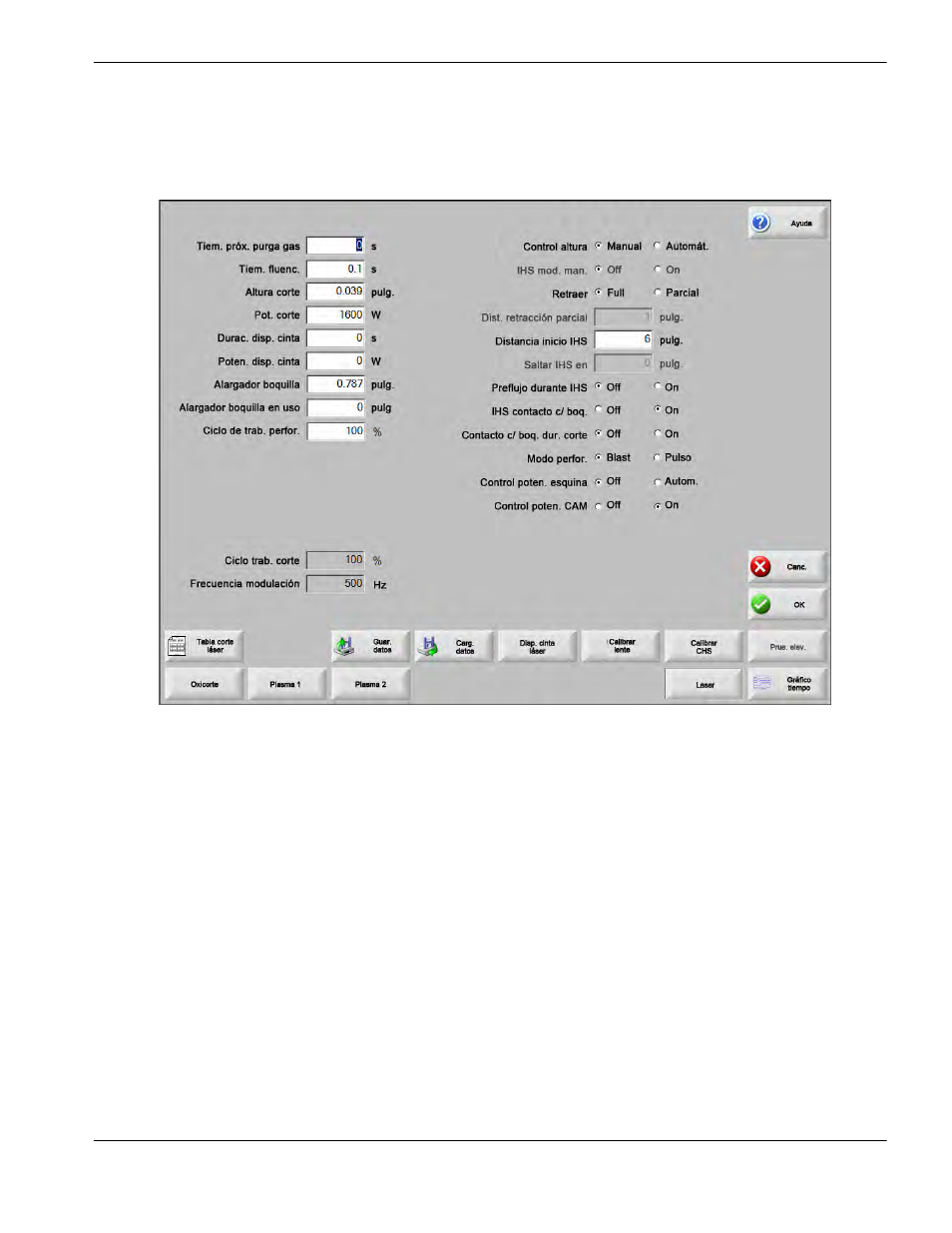
Proceso láser (no de fibra óptica)
Las opciones existentes en la pantalla Proceso láser variarán según el sistema láser. En esta sección se describen todas
las opciones aunque algunas de ellas no existan en su sistema.
Tiem. purga: (tiempo de purga) asigna el tiempo de retardo para la purga del gas de corte antes de iniciar el avance.
Tiem. próx. purga gas: (tiempo de próxima purga de gas) asigna el tiempo de purga al cambiar de un gas de corte
a otro.
Tiem. obtur.: (tiempo obturador) establece el tiempo necesario para abrir el obturador antes de poner en ON
(encendido) el haz láser.
Tiem. acel. energía: (tiempo de aceleración de la energía) establece el tiempo de encendido gradual de la potencia
láser antes de la perforación.
Tiem. perfor.: (tiempo de perforación) establece el tiempo de retardo desde que el cabezal láser termina de bajar hasta
que se inicia el avance de corte a la velocidad de fluencia.
Si Control perfor. (control de perforación) está en Automát. (automático), este tiempo se suma al retraso tras
terminar la perforación.
- EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Ti Shape Cutting Control Rev.2 806693 Rev.3 80669C Rev.2 806690 Rev.2 EDGE Pro SERCOS II Shape Cutting Control Rev.4 EDGE Pro SERCOS III Shape Cutting Control Rev.4 THC ArcGlide MAXPRO200 Rev.1 HPR260XD Manual Gas HPR260XD Auto Gas HPR130XD Manual Gas Rev.2 HPR130XD Auto Gas Rev.2 MicroEDGE Pro Shape Cutting Control Rev.1 HPR400XD Manual gas HPR400XD Auto Gas