Ajuste voltaje del arco, Modo manual – Hypertherm Phoenix V9.76.0 Manual del usuario
Página 191
Phoenix Software V9.76.0 Manual del operador 806403
191
8 – Controles de altura de la antorcha
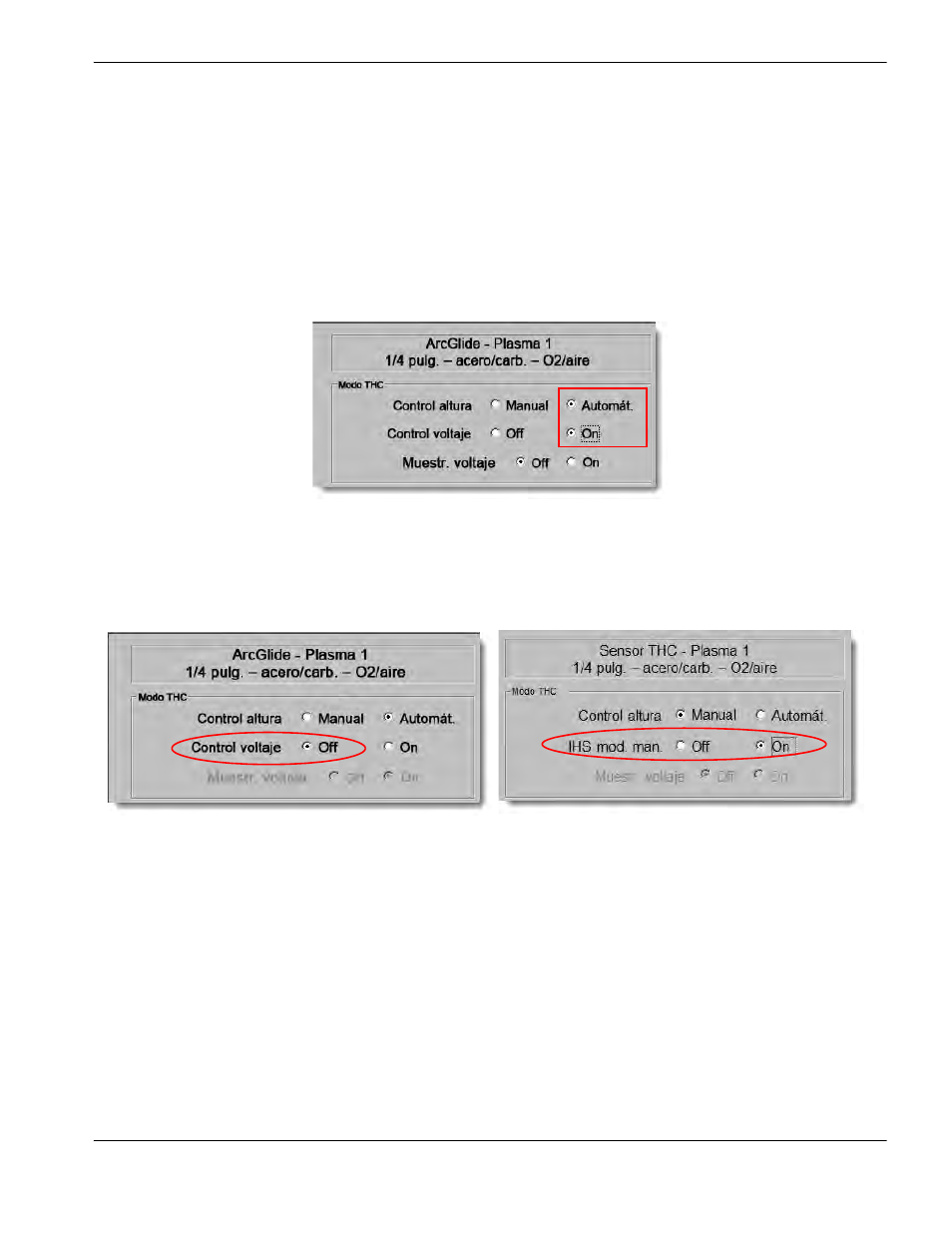
Ajuste voltaje del arco
Para usar el modo ajuste voltaje del arco, en la pantalla Proceso plasma, seleccione Automát. (automático) para Control
altura y ponga Control voltaje (control por voltaje) en On. Este modo se recomienda para el corte o marcado de láminas
delgadas de material a una altura de corte baja, cuando las piezas a cortar están sucias, oxidadas, engrasadas o pintadas
o el corte se hace en una mesa de agua o con inyección de agua. Al empezar el corte, el CNC usa el valor Ajust. volt.
arco (ajuste voltaje del arco) de la tabla de corte y lo compara con el voltaje del arco real. Si el voltaje real es mayor que
el valor Ajust. volt. arco, la antorcha baja. Si el voltaje del arco real es menor que el valor Ajust. volt. arco, la antorcha
sube. En el modo ajuste voltaje del arco, puede cambiar el valor Ajust. volt. arco mientras corte o utilizar compensaciones
de voltaje en cada estación del sistema de corte. Ver
Métodos para cambiar el ajuste voltaje del arco en la página 192
para más información.
Control por voltaje Off – ArcGlide THC o IHS manual – Sensor THC
Este modo se recomienda para cortes longitudinales o para el corte de piezas únicas, sencillas o retazos. El THC ejecuta
la secuencia de posicionamiento previa al corte y, después, avanza a la altura de corte establecida en la tabla de corte.
Al empezar el corte, el THC mantiene la altura de corte sin usar rastreo voltaje del arco.
Modo manual
Este modo se recomienda para cortes longitudinales, para calibrar el voltaje del arco o para cortes donde la calidad
de corte no sea el principal interés. El modo manual no usa rastreo voltaje del arco ni produce ningún movimiento
automático del elevador. Puede mover el elevador solo con el interruptor UP (subir) y DOWN (bajar) de la interfaz
hombre máquina del ArcGlide THC, los botones Subir y Bajar de la consola del operador del EDGE Pro CNC
o activando las entradas Subir antor. # o Bajar antor. #. Posicione la antorcha a la distancia encima de la pieza a cortar
que quiera usar como altura de corte con uno de esos métodos. Asegúrese de estar lo suficientemente cerca de la pieza
a cortar para la transferencia del arco.
- EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Ti Shape Cutting Control Rev.2 806693 Rev.3 80669C Rev.2 806690 Rev.2 EDGE Pro SERCOS II Shape Cutting Control Rev.4 EDGE Pro SERCOS III Shape Cutting Control Rev.4 THC ArcGlide MAXPRO200 Rev.1 HPR260XD Manual Gas HPR260XD Auto Gas HPR130XD Manual Gas Rev.2 HPR130XD Auto Gas Rev.2 MicroEDGE Pro Shape Cutting Control Rev.1 HPR400XD Manual gas HPR400XD Auto Gas