Hypertherm Phoenix V9.76.0 Manual del usuario
Página 106
106
Phoenix Software V9.76.0 Manual del operador 806403
5 – Cortar piezas
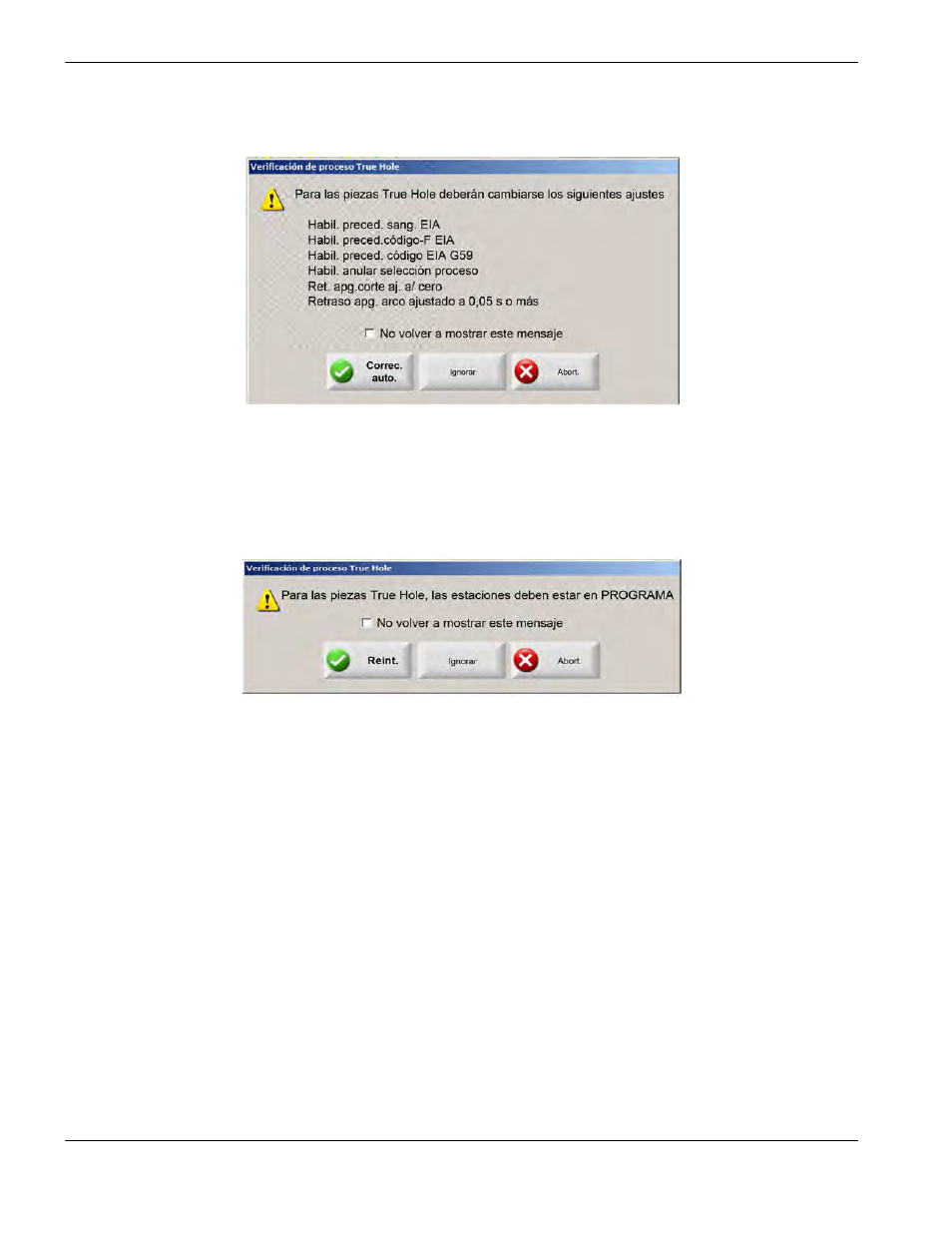
2. El CNC comprueba los valores del código de programa y del proceso. Elija Correc. auto. (corrección automática)
para que el CNC rectifique estos valores por usted.
Los ajustes del código de programa los puede encontrar en la pantalla Ajustes, Corte y los del proceso, en la pantalla
Ajustes, Proceso.
3. El CNC comprueba la posición de los interruptores de estación y el control de velocidad de programa en la consola
de control del operador. Debe haber como mínimo un interruptor de estación en la posición del Programa y la
velocidad debe estar al 100%.
Después de ajustar los interruptores o el control de velocidad, oprima Reint. (reintentar) para ejecutar el programa de pieza.
- EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Ti Shape Cutting Control Rev.2 806693 Rev.3 80669C Rev.2 806690 Rev.2 EDGE Pro SERCOS II Shape Cutting Control Rev.4 EDGE Pro SERCOS III Shape Cutting Control Rev.4 THC ArcGlide MAXPRO200 Rev.1 HPR260XD Manual Gas HPR260XD Auto Gas HPR130XD Manual Gas Rev.2 HPR130XD Auto Gas Rev.2 MicroEDGE Pro Shape Cutting Control Rev.1 HPR400XD Manual gas HPR400XD Auto Gas