Hypertherm Phoenix V9.76.0 Manual del usuario
Página 152
152
Phoenix Software V9.76.0 Manual del operador 806403
7 – Procesos y tablas de corte
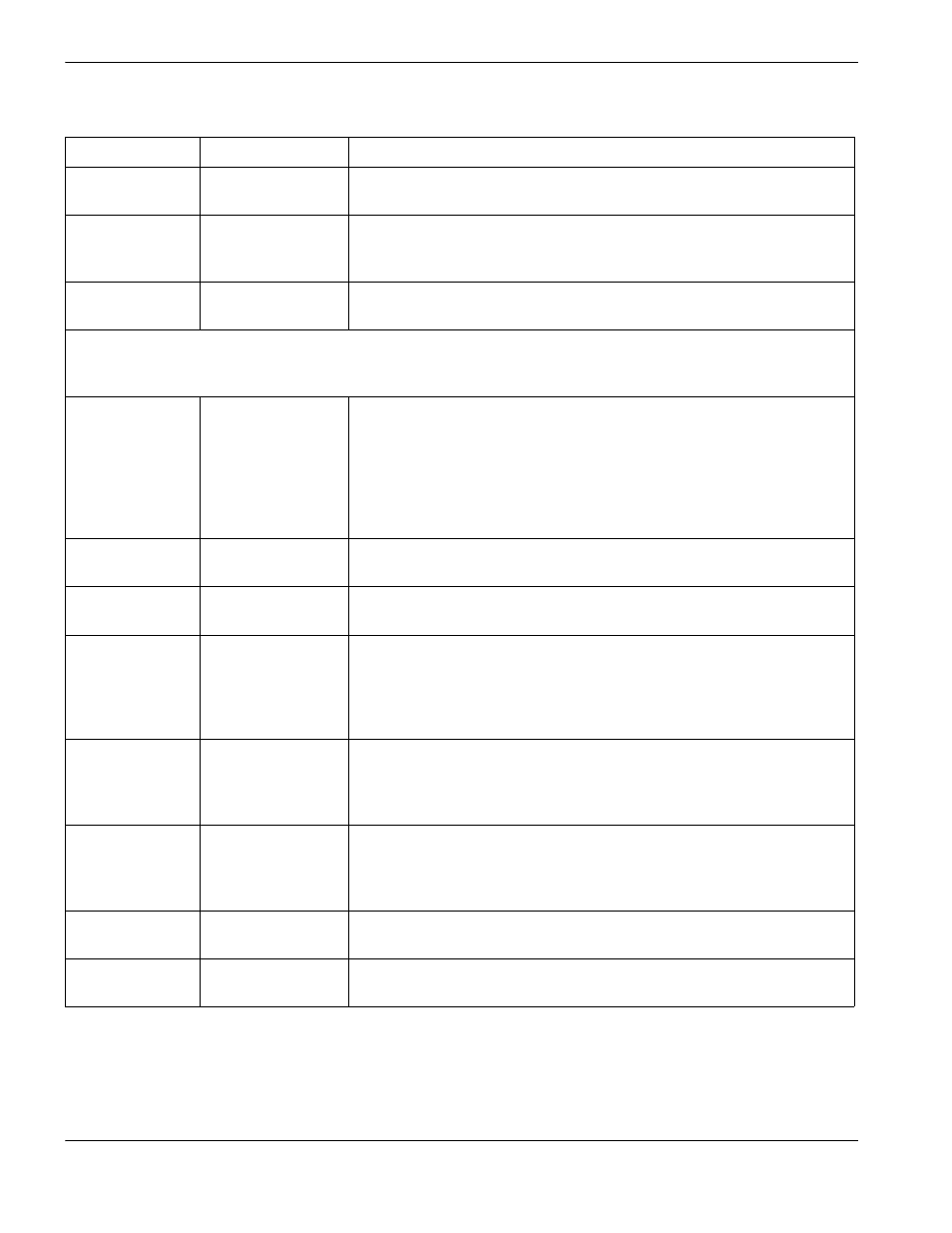
Parámetro
Salida controlada Descripción
Dura. ignición
Ignición antor.
Especifica el tiempo que el encendedor de oxicorte permanecerá On en
cada ignición de la llama.
Tiem. precal. mín.
Control precal. mín. Pone On la válvula de gas de precalentamiento mínimo. Tiem. precal. mín
(tiempo de precalentamiento mínimo) puede usarse durante la ignición
de la antorcha.
Tiem. precal. máx.
Control precal. máx. Pone On la válvula de gas de precalentamiento máximo. Asigna el tiempo
para el precalentamiento de la pieza a cortar antes de la perforación.
Al ejecutar la pieza, puede usar las teclas programables Ajus., Alargar o Soltar para cambiar el tiempo de
precalentamiento máximo o mínimo. Para pasar por alto del todo los relojes de precalentamiento, oprima dos veces
Arran. ciclo (arrancar ciclo).
Perf. p/ etapas
Perf. p/ etapas
1-4
Ejecuta la perforación en una progresión cronometrada de salidas que
pueden controlar la presión de oxígeno. Al seleccionar esta opción, los
parámetros Tiem. perf. p/ etapas 1-3 (tiempo de perforación por etapas
1-3) van a reemplazar Tiem. perfor. (tiempo de perforación), Tiem. perfor.
c/ avan. (tiempo de perforación con avance) y Tiem. fluenc. (tiempo de
fluencia). Ajusta el reloj de cada salida Perf. p/ etapas (perforación por
etapas).
Tiem. perfor.
Control perfor.
Asigna el tiempo que la salida Control perfor. (control de perforación) estará
On antes de bajar la antorcha a la altura de corte.
Tiem. perfor. c/
avance
Control perfor.
Asigna el tiempo que la salida Control perfor. (control de perforación)
permanecerá On y permitirá el avance X/Y durante la perforación.
Tiem. fluenc.
ninguna
Asigna el tiempo que avanzará la antorcha a Vel. fluencia (velocidad
de fluencia) tras la perforación de la pieza a cortar. (Para la velocidad
de fluencia, ver Ajustes > Ajustes máquina > Velocidades). Transcurrido
el tiempo de fluencia (Tiemp. fluenc.), la antorcha acelera a la velocidad
de corte.
Tiem. princ. sub.
antorc.
Subir ant.
Asigna el tiempo para subir la antorcha al terminar cada corte. La antorcha
seguirá subiendo hasta que transcurra este tiempo o que el elevador llegue
al interruptor de final de carrera que activa la entrada Sens. subir ant.
(sensado subir antorcha).
Tiem. princ. baj.
antorcha
Bajar antor.
Establece el tiempo para bajar la antorcha al principio de cada corte,
después de encender la antorcha. La antorcha seguirá bajando hasta que
transcurra este tiempo o que el elevador llegue al interruptor de final de
carrera que activa la entrada Sens. bajar ant. (sensado bajar antorcha).
Tiem. sub. antor.
perf.
Subir ant.
Asigna el tiempo para subir la antorcha al terminar la perforación y despejar
el charco fundido.
Tiem. baj. antor.
perf.
Bajar antor.
Asigna el tiempo de bajar la antorcha para el corte. Este reloj deberá dejar
que la antorcha llegue a la altura de corte.
- EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Ti Shape Cutting Control Rev.2 806693 Rev.3 80669C Rev.2 806690 Rev.2 EDGE Pro SERCOS II Shape Cutting Control Rev.4 EDGE Pro SERCOS III Shape Cutting Control Rev.4 THC ArcGlide MAXPRO200 Rev.1 HPR260XD Manual Gas HPR260XD Auto Gas HPR130XD Manual Gas Rev.2 HPR130XD Auto Gas Rev.2 MicroEDGE Pro Shape Cutting Control Rev.1 HPR400XD Manual gas HPR400XD Auto Gas