Hypertherm Phoenix V9.76.0 Manual del usuario
Página 182
182
Phoenix Software V9.76.0 Manual del operador 806403
7 – Procesos y tablas de corte
Tiem. perfor.: (tiempo de perforación) asigna el tiempo que se usará el tipo de perforación. El tiempo de perforación se
cuenta a partir de que el CNC ejecuta el código M07 (Corte On) del programa de pieza y transcurran el
retardo de flujo de abrasivo y el retraso de movimiento de perforación.
Veloc. perfor.: (velocidad de perforación) asigna la velocidad a las perforaciones con avance: dinámica, radial y
aleatoria. La velocidad de perforación es, por lo regular, mucho menor que la velocidad de corte.
Corrimiento perfor.: (corrimiento de perforación) define el diámetro de la perforación radial o la longitud, de la aleatoria.
Presión mín. perforac.: (perforación a baja presión) el valor de referencia ordenado de presión de agua para la
perforación. Perforación a baja presión usa la presión de corte mínima en la perforación de toda o parte de
la pieza. Cualquier tipo de perforación puede usar la perforación a baja presión. El sistema usa la presión
mínima (por lo regular cerca del 25% de la presión de corte) mientras dure el tiempo de perforación a baja
presión (Tiem. presión mín. perforac.). Cuando Presión mín. perforac. (perforación a baja presión) está ON,
el CNC activa la salida de perforación a baja presión todo el tiempo que dure la perforación a baja presión
(Tiem. presión mín. perforac.).
Se recomienda usar la perforación a baja presión para el corte de una pieza a cortar por capas, por ejemplo,
un espejo que tenga una capa de vidrio adherida a otra de metal. Esto posibilita al sistema la perforación del
vidrio a baja presión y el metal, con la presión de corte.
Para que el CNC envíe el valor de perforación a baja presión a la bomba, es
imprescindible que la bomba esté dotada de un regulador proporcional de presión
electrónico. Si la bomba tiene, además, un regulador de presión manual, entonces
Presión corte (presión de corte) muestra el valor recomendado que debe ponerse
manualmente en la bomba. Para más información, consultar el manual del operador de la
bomba.
Tiem. presión mín. perforac.: (duración de la perforación a baja presión) el reloj empieza a contar en el mismo
momento que el de tiempo de perforación y mide el tiempo que la bomba opera al valor de referencia para la
presión de agua.
Altura corte: (altura de corte) es igual a la altura a la que está la punta de la boquilla por encima de la pieza a cortar.
Asigne la altura de corte de una de estas maneras:
con ayuda de una galga o calibre fijo, avanzar sucesivamente el cabezal de corte a la altura de corte para el trabajo,
con ayuda del reloj Bajar, bajar el cabezal de corte a la altura de corte. Es posible que tenga que ajustar el reloj Bajar
para llegar a la altura adecuada,
con ayuda de la entrada Sens. bajar ant. (sensado baja antorcha) indicar al CNC que el cabezal de corte llegó a la
altura de corte.
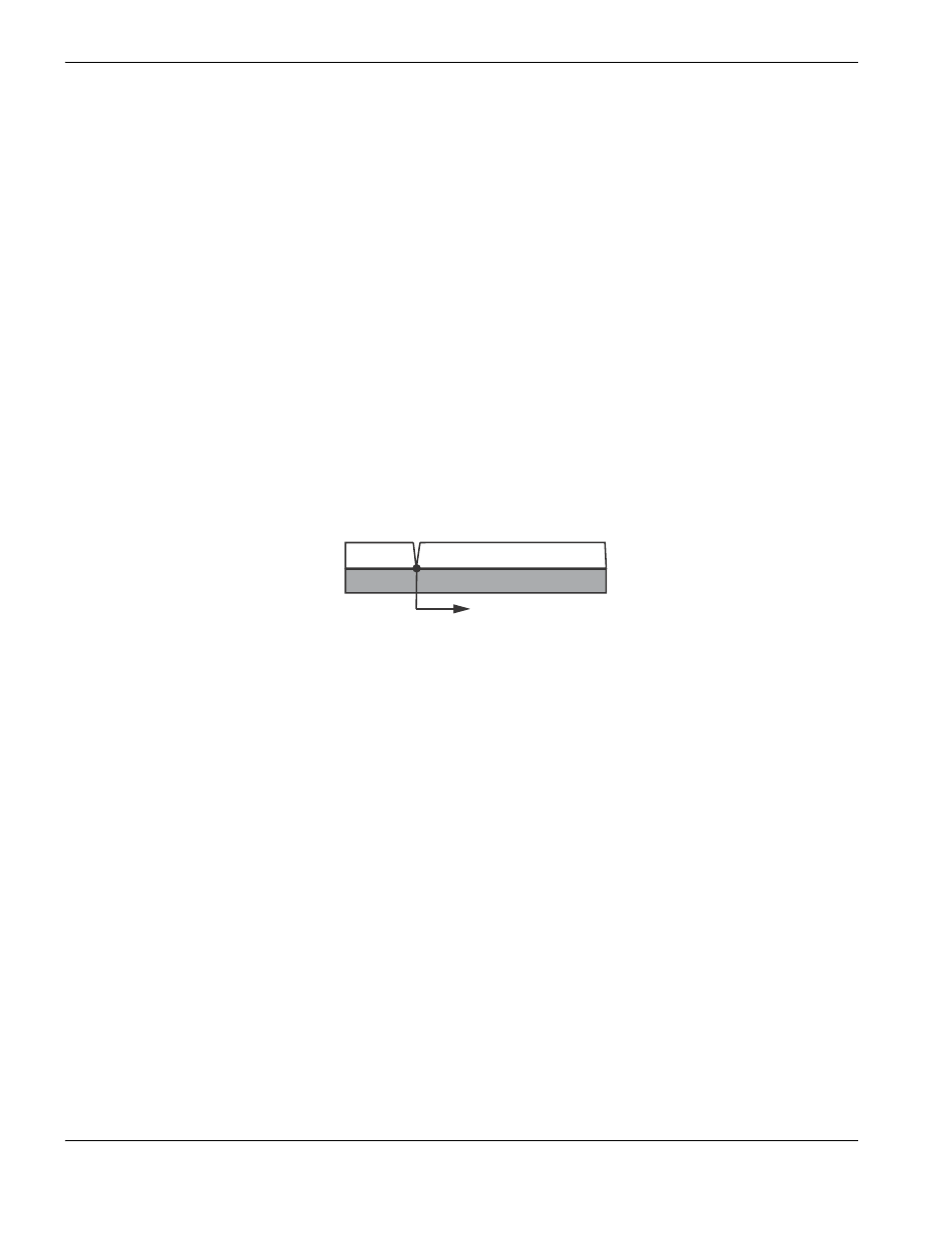
Usar perforación a baja presión para
atravesar la capa superior (vidrio)
La perforación sigue para atravesar la
capa inferior (metal) a la presión de
corte.
Sentido de corte
Vista lateral del material
- EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Ti Shape Cutting Control Rev.2 806693 Rev.3 80669C Rev.2 806690 Rev.2 EDGE Pro SERCOS II Shape Cutting Control Rev.4 EDGE Pro SERCOS III Shape Cutting Control Rev.4 THC ArcGlide MAXPRO200 Rev.1 HPR260XD Manual Gas HPR260XD Auto Gas HPR130XD Manual Gas Rev.2 HPR130XD Auto Gas Rev.2 MicroEDGE Pro Shape Cutting Control Rev.1 HPR400XD Manual gas HPR400XD Auto Gas