Tabla de corte marcado – Hypertherm Phoenix V9.76.0 Manual del usuario
Página 148
148
Phoenix Software V9.76.0 Manual del operador 806403
7 – Procesos y tablas de corte
Bajar On e/ marcados: obliga a la salida Bajar antor. (bajar antorcha) a seguir On al pasar de un segmento de
marcado a otro.
Cont. corte usado p/ marcado: el CNC usa la salida Cont. corte (control de corte) para activar la herramienta de
marcado. Ponerla en On para usar la salida Cont. corte (control de corte). Ponerla en Off para usar la salida
Control marcado (control de marcado).
Bajar/subir marcad. con cada marc. On/Off: a Marc. On/Off (marcador On/Off) se hace referencia en los
siguientes códigos de programa de pieza:
M09 Habilitar marc. 1 (habilitar marcador 1) y M10 Inhab. marc. 1 (inhabilitar marcador 1)
M13 Habilitar marc. 2 (habilitar marcador 2) y M14 Inhab. marc. 2 (inhabilitar marcador 2)
Cuando el CNC lee el código M09 en el programa de pieza, pone en On la salida Bajar antor. (bajar
antorcha); cuando lee el código M10, pone en On la salida Subir ant. (subir antorcha).
Precal.: para el marcado con plasma, ponga Precal. (precalentamiento) en Off. Esta salida se usa normalmente con
oxicorte o marcadores de zinc.
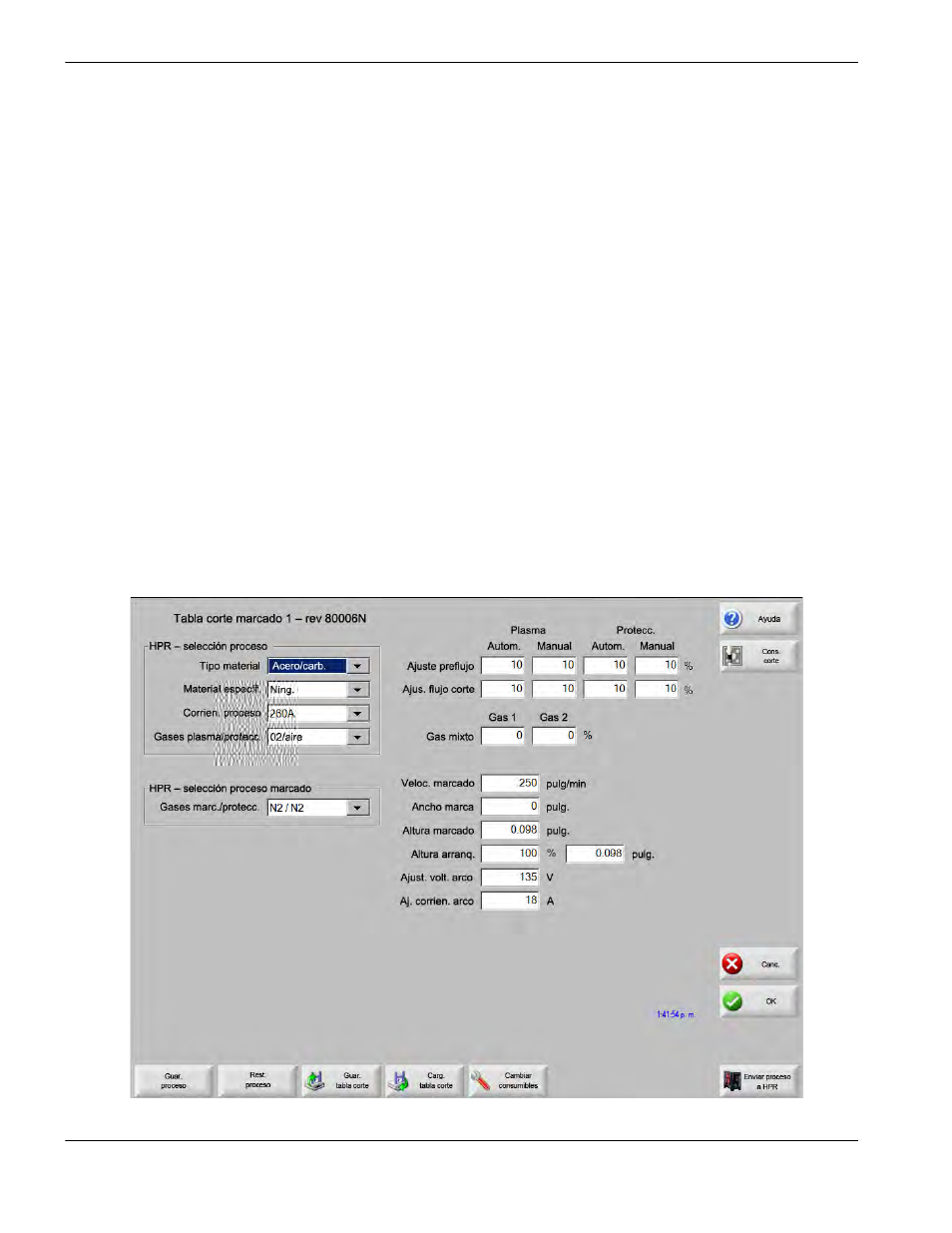
Tabla de corte marcado
El CNC da tablas de corte de marcado para las fuentes plasma y el ArcWriter listados en la pantalla Configuración de
estación.
No todos los sistemas plasma admiten el marcado.
- EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Ti Shape Cutting Control Rev.2 806693 Rev.3 80669C Rev.2 806690 Rev.2 EDGE Pro SERCOS II Shape Cutting Control Rev.4 EDGE Pro SERCOS III Shape Cutting Control Rev.4 THC ArcGlide MAXPRO200 Rev.1 HPR260XD Manual Gas HPR260XD Auto Gas HPR130XD Manual Gas Rev.2 HPR130XD Auto Gas Rev.2 MicroEDGE Pro Shape Cutting Control Rev.1 HPR400XD Manual gas HPR400XD Auto Gas