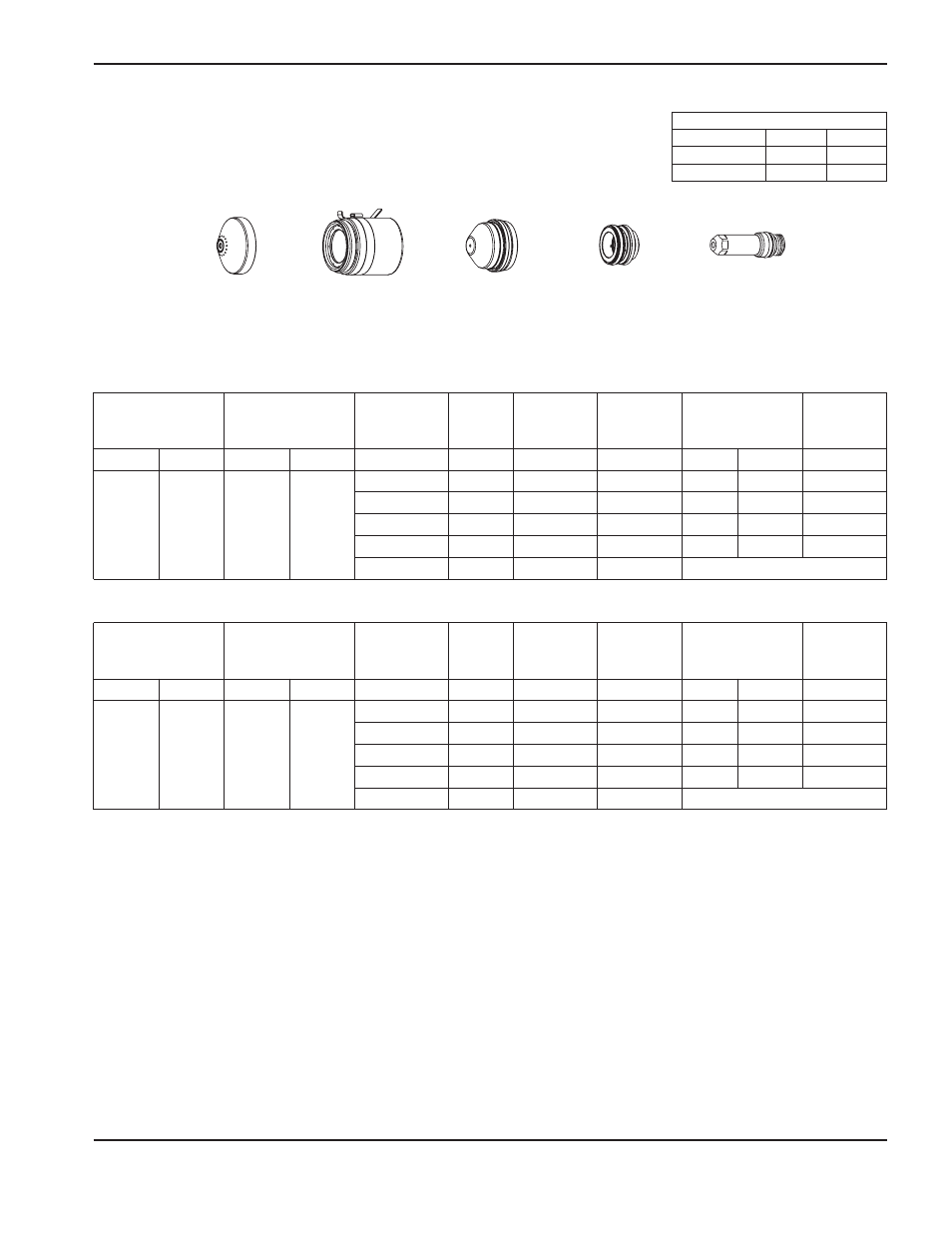
Acero inoxidable, Plasma h35 / gas protector n, 130 a corte – Hypertherm HSD130 Remote High Frequency Console Manual del usuario
Página 98
MODO DE OPERAR
HySpeed HSD130 RHF
Manual de Instrucciones
4-19
220536
220535
220529
020415
220534
220533 (no lengüeta IHS)
Taza de flujo – lpm/scfh
H35
N
2
Preflujo
0 / 0
164 / 348
Flujo de corte
61 / 130
141 / 298
Métrico
Inglés
Seleccione
gases
Fije corte de flujo
(cutflow)
Espesor de
material
Voltaje
de arco
Distancia
antorcha-
pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección
pulg.
V
pulg.
ppm
pulg.
factor %
seg.
H35
N
2
70
75
3/8
150
0.180
40
0.310
170
0.3
1/2
154
0.180
30
0.310
170
0.5
5/8
157
0.180
20
0.310
170
0.8
3/4
162
0.180
15
0.310
170
1.3
1
167
0.180
10
Comienzo del filo
Seleccione
gases
Fije corte de flujo
(cutflow)
Espesor de
material
Voltaje
de arco
Distancia
antorcha-
pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección
mm
V
mm
mm/m
mm
factor %
seg.
H35
N
2
70
75
10
150
4,6
980
7,8
170
0,3
12
154
4,6
820
7,8
170
0,5
15
157
4,6
580
7,8
170
0,8
20
162
4,6
360
7,8
170
1,3
25
167
4,6
260
Comienzo del filo
Acero inoxidable
Plasma H35 / gas protector N
2
130 A Corte