Acero inoxidable, Plasma n, Gas protector n – Hypertherm HSD130 Remote High Frequency Console Manual del usuario
Página 94: 45 a corte
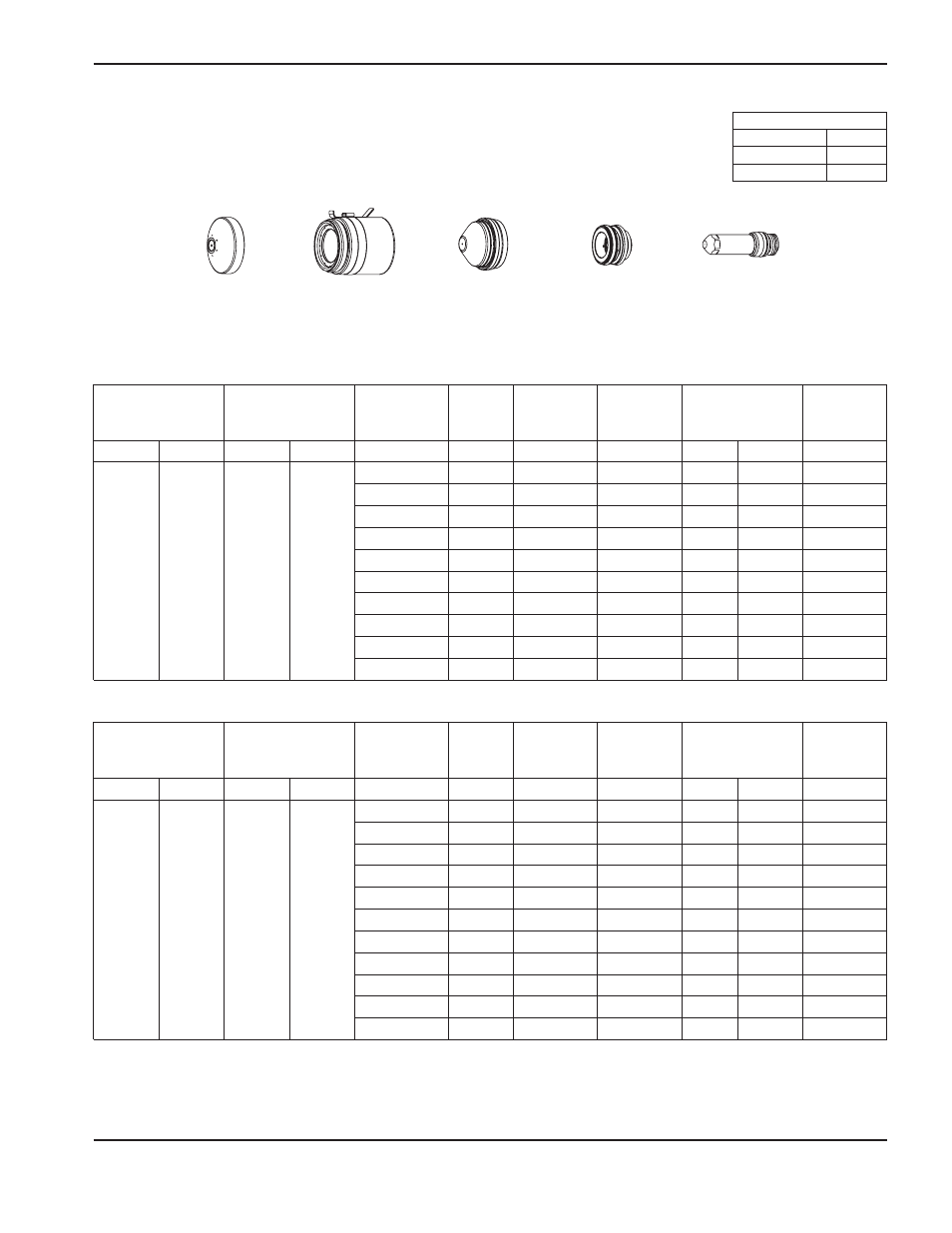
MODO DE OPERAR
HySpeed HSD130 RHF
Manual de Instrucciones
4-15
220532
220525
220529
220528
220534
220533 (no lengüeta IHS)
Taza de flujo – lpm/scfh
N
2
Preflujo
74 / 157
Flujo de corte
91 / 192
Métrico
Inglés
Seleccione
gases
Fije corte de flujo
(cutflow)
Espesor de
material
Voltaje
de arco
Distancia
antorcha-
pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección
pulg.
V
pulg.
ppm
pulg.
factor %
seg.
N
2
N
2
73
25
0.018
106
0.060
280
0.120
200
0.0
0.024
106
0.060
270
0.120
200
0.0
0.030
107
0.060
260
0.120
200
0.0
0.036
107
0.060
240
0.120
200
0.1
0.048
109
0.070
210
0.140
200
0.1
0.060
112
0.070
180
0.140
200
0.2
0.075
114
0.070
160
0.140
200
0.2
0.105
118
0.080
120
0.160
200
0.2
0.135
119
0.080
75
0.160
200
0.3
3/16
121
0.090
60
0.180
200
0.4
1/4
126
0.100
40
0.200
200
0.5
Seleccione
gases
Fije corte de flujo
(cutflow)
Espesor de
material
Voltaje
de arco
Distancia
antorcha-
pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección
mm
V
mm
mm/m
mm
factor %
seg.
N
2
N
2
73
25
0,5
106
1,5
7000
3,0
200
0,0
0,8
107
1,5
6500
3,0
200
0,0
1,0
107
1,5
5850
3,0
200
0,1
1,2
109
1,8
5350
3,6
200
0,1
1,5
112
1,8
4600
3,6
200
0,2
2,0
114
1,8
3950
3,6
200
0,2
2,5
118
2,0
3300
4,0
200
0,2
3,0
119
2,0
2450
4,0
200
0,3
4,0
121
2,3
1700
4,6
200
0,4
6,0
126
2,5
1125
5,0
200
0,5
Acero inoxidable
Plasma N
2
/ gas protector N
2
45 A Corte