Tablas de corte, Compensación del ancho estimado de sangría – Hypertherm HSD130 Remote High Frequency Console Manual del usuario
Página 88
MODO DE OPERAR
HySpeed HSD130 RHF
Manual de Instrucciones
4-9
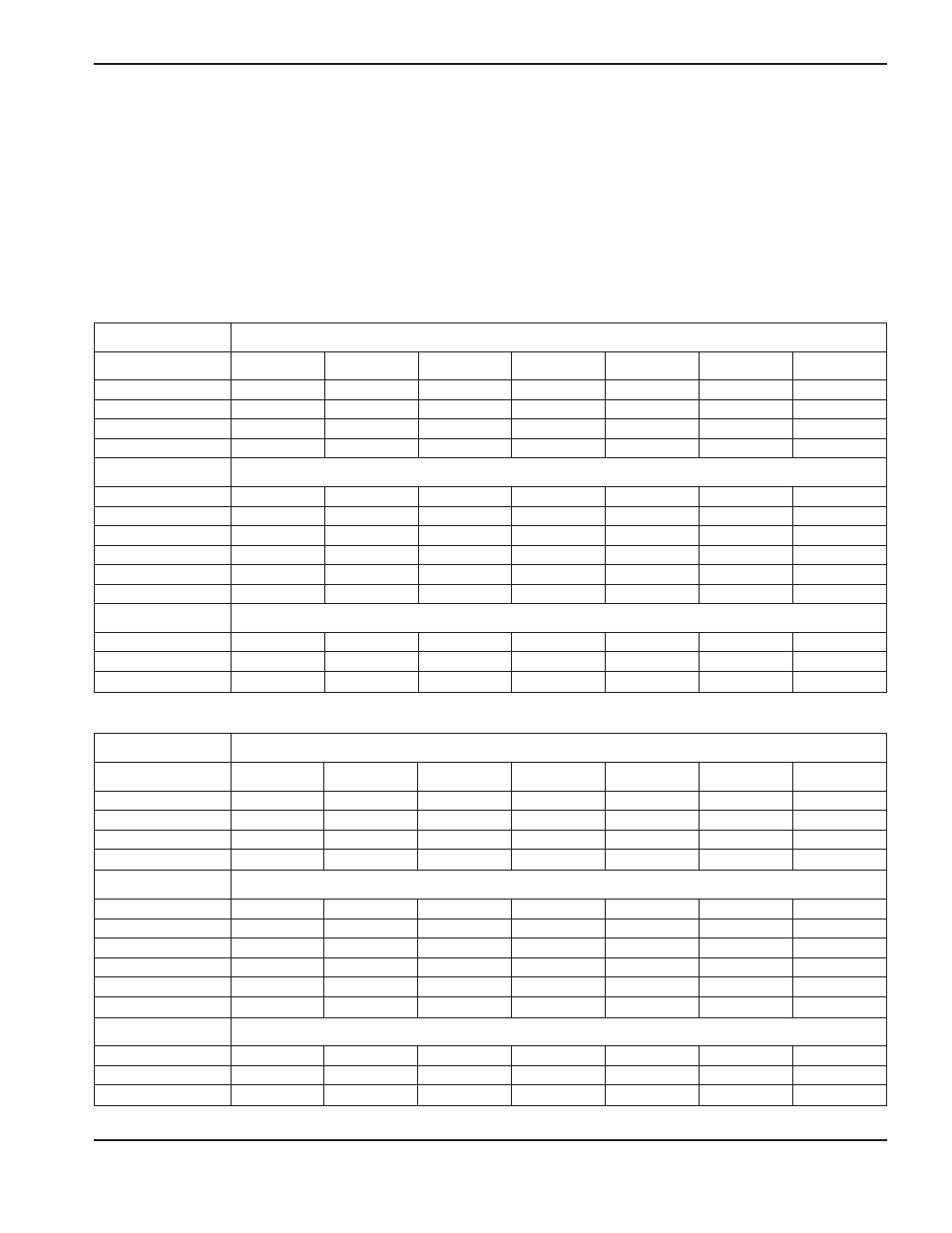
Tablas de corte
Las siguientes tablas de corte muestran las piezas consumibles, las velocidades de corte, y las fijaciones del gas y la
antorcha que se requieren en cada proceso.
Los números que se muestran en las tablas de corte son recomendados para proporcionar cortes de alta calidad con
escoria mínima. Debido a las diferencias entre las instalaciones y entre las composiciones de material, es posible que se
requieran ajustes para obtener los resultados deseados.
Espesor de material (pulgada)
Acero al carbono
0.06
0.135
0.25
0.375
0.5
0.75
1
130 O2/Aire
0.061
0.07
0.078
0.088
0.092
0.121
130 Aire/Aire
0.053
0.062
0.074
0.082
0.107
0.128
50 O2/Aire
0.041
0.046
0.058
45 Aire/Aire
0.032
0.050
0.056
Acero inoxidable
130 Aire/Aire
0.065
0.076
0.084
0.109
130 N2/N2
0.065
0.065
0.100
0.139
130 H35/N2
0.113
0.109
0.102
0.116
45 Aire/Aire
0.032
0.044
0.050
45 N2/N2
0.021
0.026
0.026
45 F5/N2
0.024
0.025
0.032
Aluminio
130 Aire/Aire
0.082
0.076
0.085
0.106
0.111
130 H35/N2
0.088
0.086
0.079
0.046
45 Aire/Aire
0.046
0.047
0.048
Compensación del ancho estimado de sangría
Espesor de material (mm)
Acero al carbono
1,524
3,429
6,350
9,525
12,70
19,05
25,40
130 O2/Aire
1,549
1,778
1,981
2,235
2,336
3,073
130 Aire/Aire
1,346
1,574
1,879
2,082
2,717
3,251
50 O2/Aire
1,041
1,168
1,473
45 Aire/Aire
0,812
1,270
1,422
Acero inoxidable
130 Aire/Aire
1,651
1,930
2,133
2,768
130 N2/N2
1,651
1,651
2,540
3,530
130 H35/N2
2,870
2,768
2,590
2,946
45 Aire/Aire
0,812
1,117
1,270
45 N2/N2
0,533
0,660
0,660
45 F5/N2
0,609
0,635
0,812
Aluminio
130 Aire/Aire
2,082
1,930
2,159
2,692
2,819
130 H35/N2
2,235
2,184
2,006
1,168
45 Aire/Aire
1,168
1,193
1,219