Acero inoxidable, Plasma aire / gas protector aire 130 a corte – Hypertherm HSD130 Remote High Frequency Console Manual del usuario
Página 96
MODO DE OPERAR
HySpeed HSD130 RHF
Manual de Instrucciones
4-17
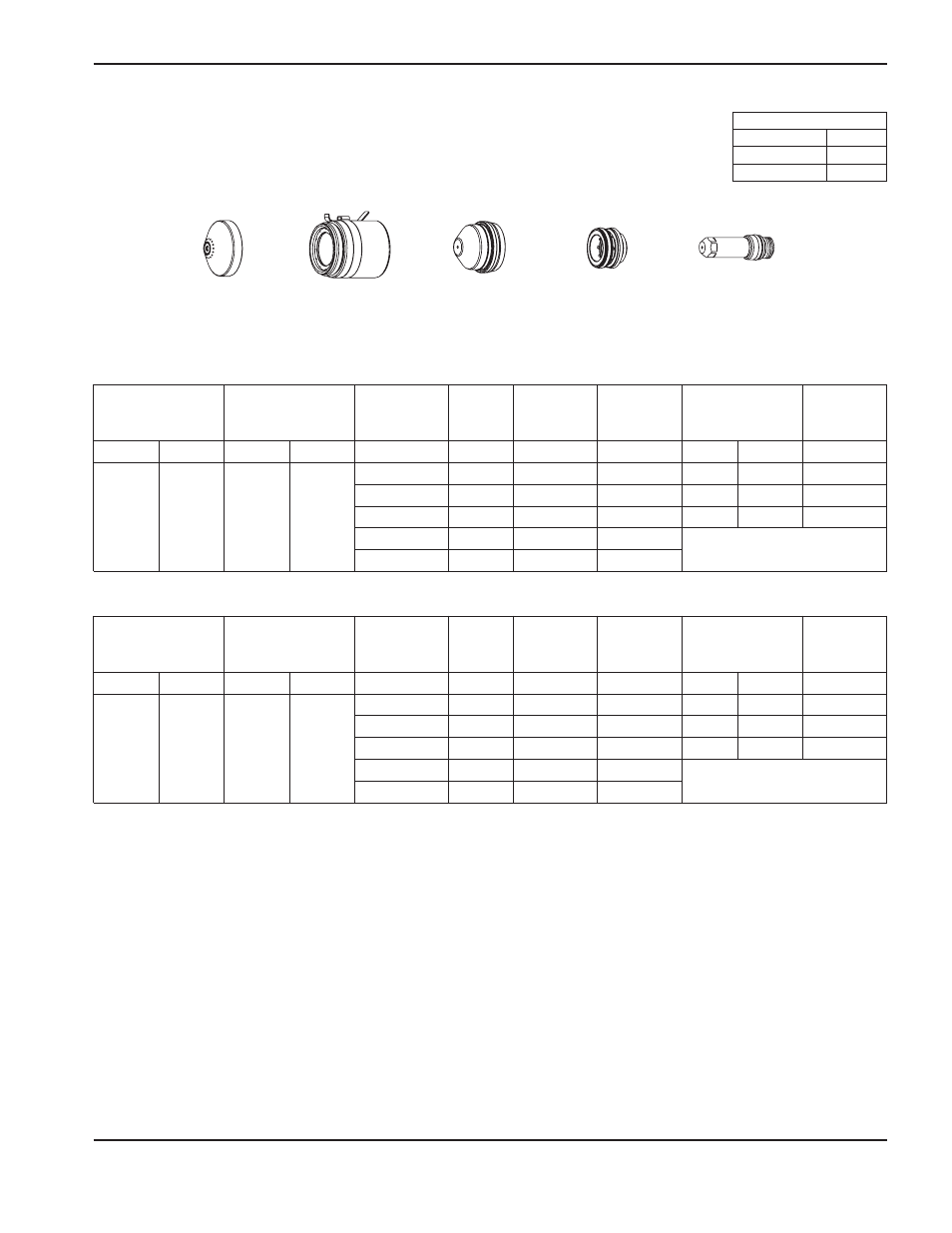
220536
220492
220488
220487
220578
220490 (no lengüeta IHS)
Taza de flujo – lpm/scfh
Aire
Preflujo
67 / 142
Flujo de corte
132 / 280
Métrico
Inglés
Seleccione
gases
Fije corte de flujo
(cutflow)
Espesor de
material
Voltaje
de arco
Distancia
antorcha-
pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección
pulg.
V
pulg.
ppm
pulg.
factor %
seg.
Aire
Aire
72
35
1/4
143
0.140
100
0.280
200
0.3
3/8
148
0.160
70
0.320
200
0.5
1/2
148
0.160
50
0.320
200
0.8
5/8
158
0.180
30
Comienzo del filo
3/4
160
0.180
20
Seleccione
gases
Fije corte de flujo
(cutflow)
Espesor de
material
Voltaje
de arco
Distancia
antorcha-
pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección
mm
V
mm
mm/m
mm
factor %
seg.
Aire
Aire
72
35
6
143
3,6
2600
7,2
200
0,3
10
148
4,1
1700
8,2
200
0,5
12
148
4,1
1380
8,2
200
0,8
15
158
4,6
900
Comienzo del filo
20
160
4,6
430
Acero inoxidable
Plasma aire / gas protector aire
130 A Corte