Acabado de islas (ciclo 213) – HEIDENHAIN iTNC 530 (340 49x-01) Manual del usuario
Página 348
348
8 Programación: Ciclos
8.4 Ciclos par
a
el fr
esado de cajer
a
s, islas y r
a
nur
as
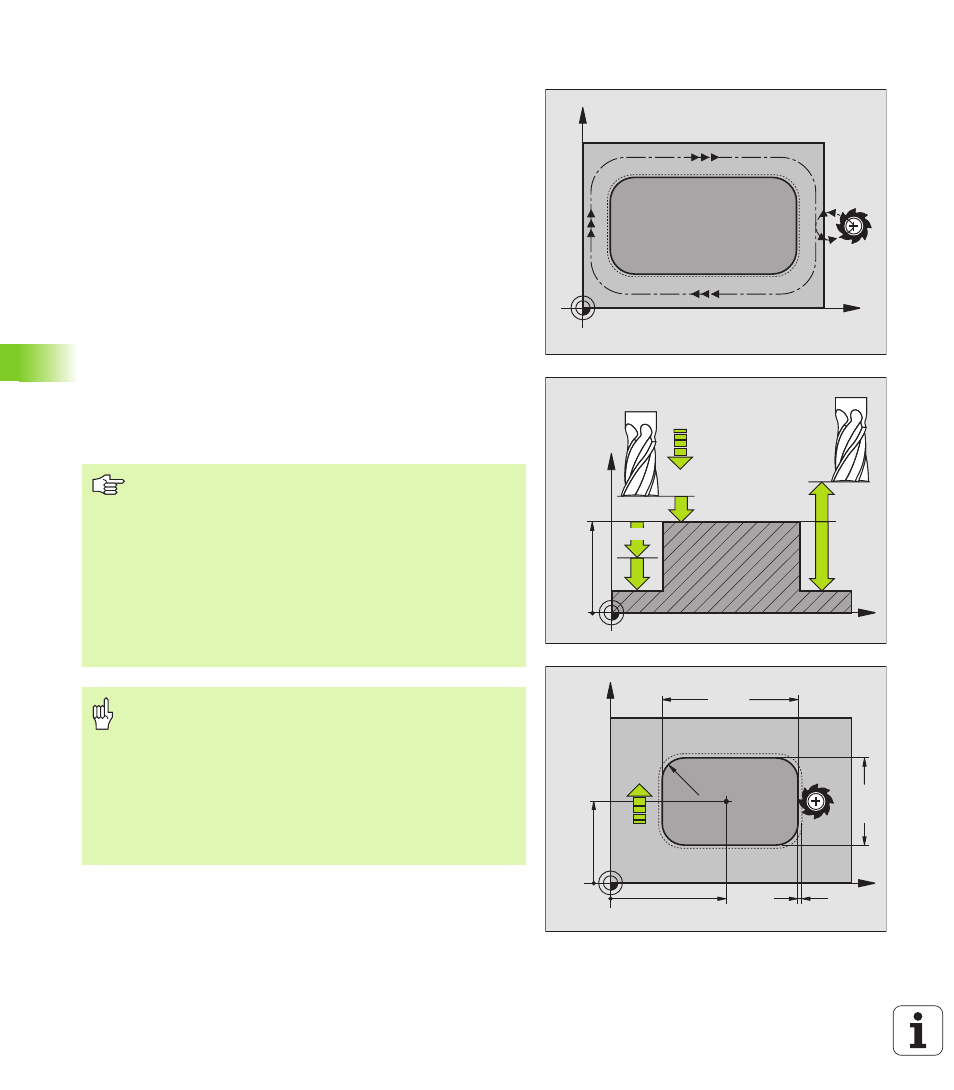
ACABADO DE ISLAS (ciclo 213)
1
El TNC desplaza la hta. en el eje de la misma a la distancia de
seguridad, o, si se ha programado a la 2ª distancia de seguridad y
a continuación al centro de la isla
2
Desde el centro de la isla, la hta. se desplaza en el plano de
mecanizado al punto inicial del mecanizado. El punto inicial se
encuentra aprox. a 3,5 veces del radio de la hta. a la derecha de la
isla
3
En el caso de que la hta. esté sobre la 2ª distancia de seguridad, el
TNC desplaza la hta. en marcha rápida FMAX a la distancia de
seguridad y desde allí, con avance de profundización a la primera
profundidad de paso
4
A continuación la herramienta realiza la entrada tangencial al
contorno y fresa una vuelta
5
A continuación la herramienta sale tangencialmente desde el
contorno hasta el punto de partida del plano de mecanizado
6
Este proceso (3 a 5) se repite hasta que se ha alcanzado la
profundidad programada
7
Al final del ciclo el TNC desplaza la hta. con FMAX a la distancia de
seguridad, o si se ha programado, a la 2ª distancia de seguridad y
a continuación al centro de la isla (posición final = posición de
partida)
X
Y
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
X
Y
Q219
Q218
Q217
Q216
Q207
Q221
Q220
Antes de la programación deberá tenerse en cuenta
El TNC posiciona previamente la hta. de forma automática
en el eje de la misma y en el plano de mecanizado.
En el ciclo, el signo del parámetro Profundidad determina
la dirección del mecanizado. Si se programa la profundidad
= 0, el TNC no ejecuta el ciclo.
Si se quiere realizar un acabado de la isla, deberá utilizarse
una fresa con dentado frontal cortante en el centro (DIN
844). Para ello deberá introducirse un valor pequeño para
el avance al profundizar.
Con el parámetro de máquina 7441 Bit 2 se ajusta, si el
TNC si (Bit 2 = 1) debe emitir una aviso de error cuando se
introduzca una profundidad positiva o no (Bit 2 = 0).
¡Atención: Peligro de colisión!
Deberá tenerse en cuenta que, con profundidad
introducida positiva, el TNC invierta el calculo de la
posición previa. ¡La herramienta se desplaza en el eje de
la herramienta a la distancia de seguridad con marcha
rápida bajo la superfice de la pieza!