HEIDENHAIN iTNC 530 (340 49x-01) Manual del usuario
Página 200
200
6 Programación: Programar contornos
6.4 Mo
vimient
o
s de tr
a
y
ect
o
ri
a - Coor
denadas car
tesianas
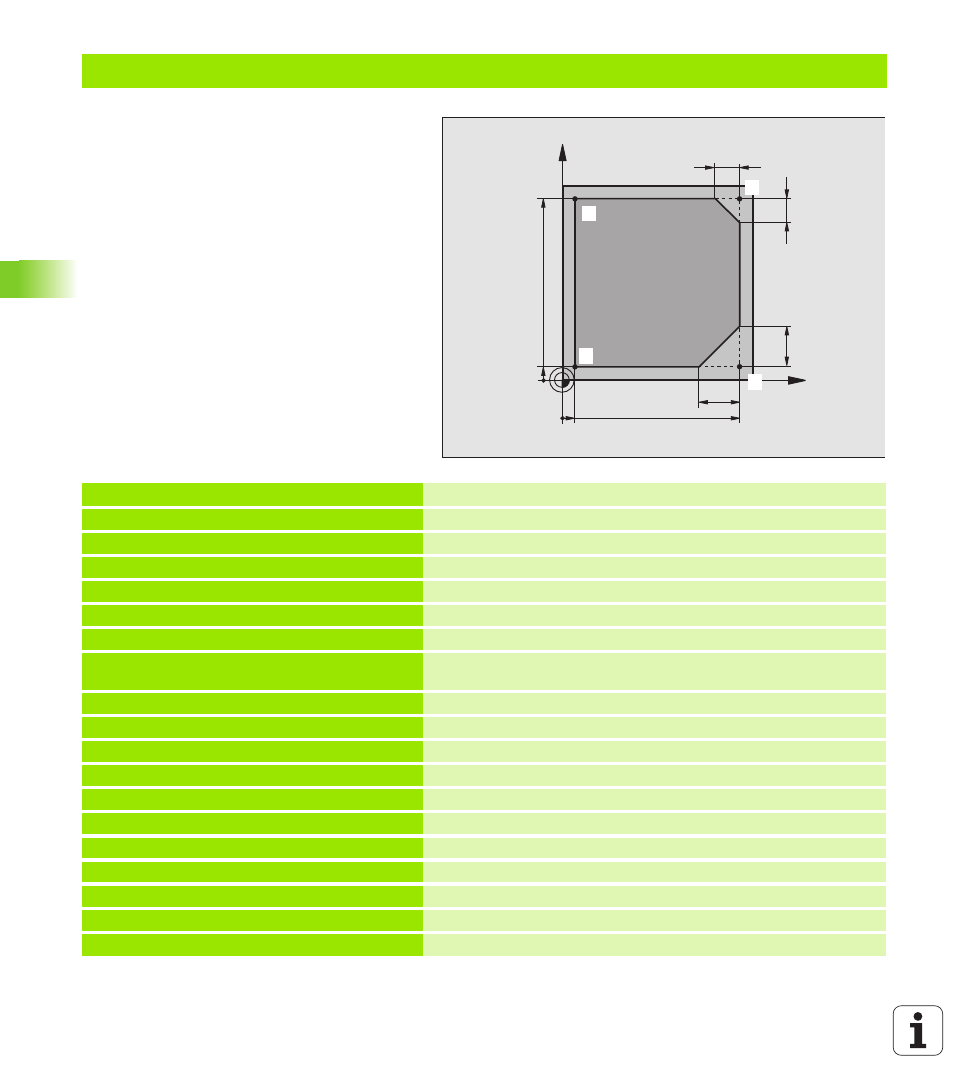
Ejemplo: Movimiento lineal y chaflán en cartesianas
0 BEGIN PGM LINEAR MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definición del bloque para la simulación gráfica del mecanizado
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+10
Definición de la herramienta en el programa
4 TOOL CALL 1 Z S4000
Llamada a la hta. con eje del cabezal y revoluciones del cabezal
5 L Z+250 R0 FMAX
Retirar la hta. en el eje del cabezal en marcha rápida FMAX
6 L X-10 Y-10 R0 FMAX
Posicionamiento previo de la herramienta
7 L Z-5 R0 F1000 M3
Alcanzar la profundidad de mecanizado con avance F = 1000 mm/
min
8 APPR LT X+5 X+5 LEN10 RL F300
Llegada al punto 1 del contorno según una recta
tangente
9 L Y+95
Llegada al punto 2
10 L X+95
Punto 3: primera recta de la esquina 3
11 CHF 10
Programar el chaflán de longitud 10 mm
12 L Y+5
Punto 4: segunda recta de la esquina 3, 1ª recta de la esquina 4
13 CHF 20
Programar el chaflán de longitud 20 mm
14 L X+5
Llegada al último pto. 1 del contorno, segunda recta de la esquina 4
15 DEP LT LEN10 F1000
Salida del contorno según una recta tangente
16 L Z+250 R0 FMAX M2
Desplazar libremente la herramienta, final del programa
17 END PGM LINEAR MM
X
Y
95
5
95
5
10
10
20
20
1
1
1
2
1
3
4