HEIDENHAIN iTNC 530 (340 49x-01) Manual del usuario
Página 244
244
7 Programación: Funciones auxiliares
7.
4 F
unciones auxiliar
e
s par
a
el compor
tamient
o
en tr
a
y
e
ct
or
ia
Velocidad de avance en los arcos de círculo:
M109/M110/M111
Comportamiento standard
El TNC relaciona la velocidad de avance programada respecto a la
trayectoria del centro de la herramienta,
Comportamiento en arcos de círculo con M109
El TNC mantiene constante el avance de la cuchilla de la hta. en los
mecanizados interiores y exteriores de los arcos de círculo.
Comportamiento en arcos de círculo con M110
El TNC mantiene constante el avance en el mecanizado interior de
arcos de círculo. En un mecanizado exterior de arcos de círculo, no se
puede ajustar el avance.
Activación
M109 y M110 actúan al principio de la frase.
M109 y M110 se anulan con M111.
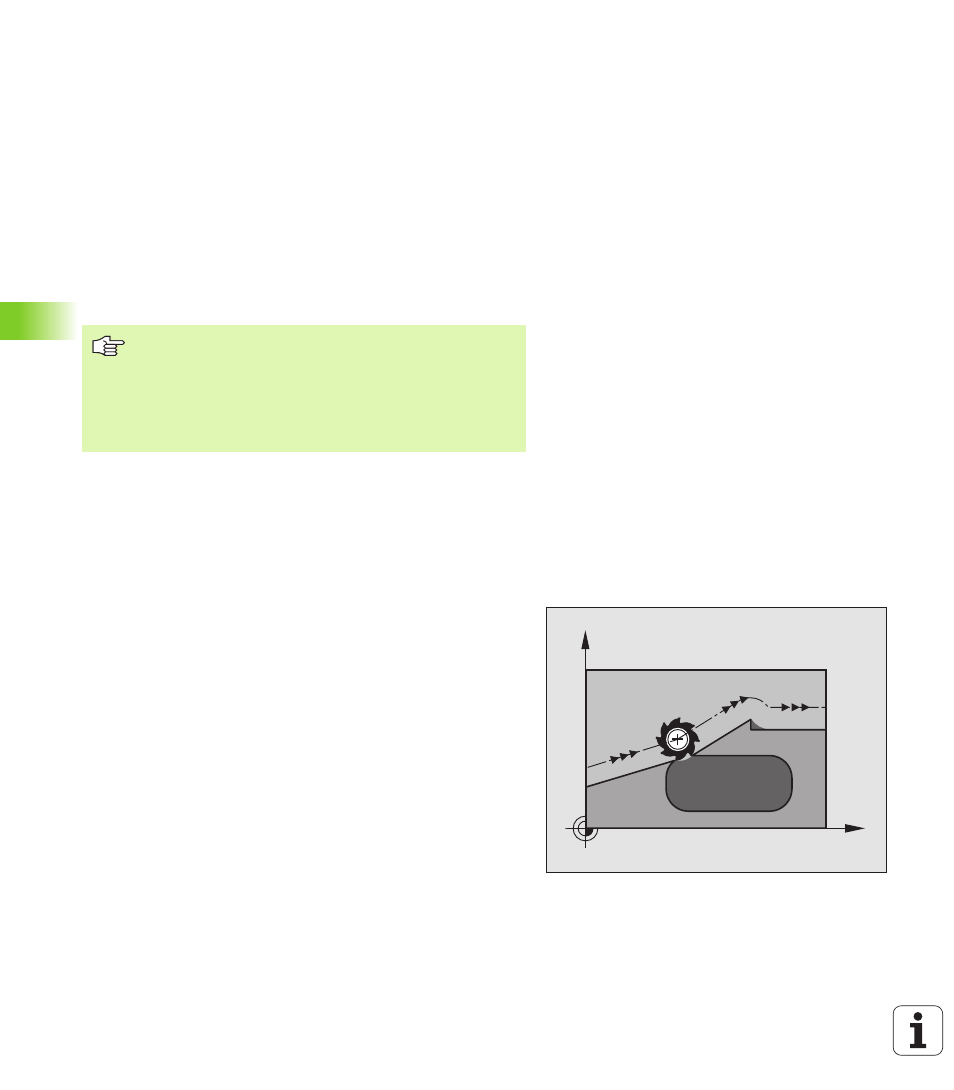
Cálculo previo del contorno con corrección de
radio (LOOK AHEAD): M120
Comportamiento standard
Cuando el radio de la herramienta es mayor a un escalón del contorno
con corrección de radio, el TNC interrumpe la ejecución del programa
e indica un aviso de error. M97 (véase "Mecanizado de pequeños
escalones de un contorno: M97" en pág.239) evita el aviso de error,
pero causa una marca en la pieza y además desplaza la esquina.
En los rebajes pueden producirse daños en el contorno.
M110 también actúa en los mecanizados interiores de
arcos de círculo con ciclos de contorneado. Si se define
M109 o bien M110 antes de la llamada al ciclo de
mecanizado, el ajuste del avance actúa también en los
arcos de círculo dentro de ciclos de mecanizado. Al final o
cuando se interrumpe un ciclo de mecanizado se
reproduce de nuevo el estado original.
X
Y