Fresado por rodillo g808, 7 ciclos de fr esado eje y – HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 536
536
Programción DIN para el eje Y
6.7 Ciclos de fr
esado eje Y
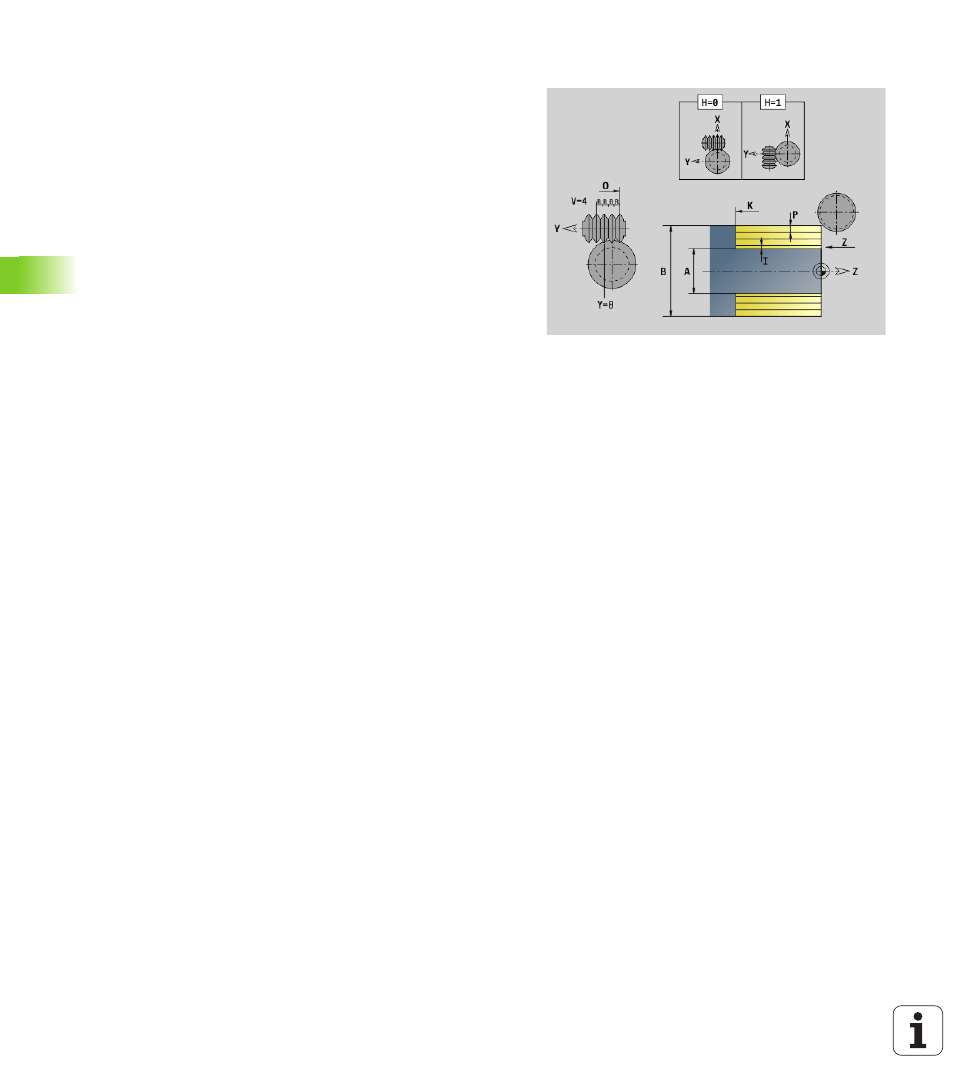
Fresado por rodillo G808
G808 fresa un perfil de rueda dentada desde el "punto inicial Z" hasta
el "punto final K". En W se indica la posición ángular de la herramienta.
Si se programa una demasía, el fresado por rodillo se divide en
mecanizado previo y acabado posterior.
En los parámetros O, R y V se determina el "desplazamiento" de la
herramienta. Con un desplazamiento R se obtiene un desgaste
uniforme de la fresa por rodillo.
Parámetro
Z
Punto inicial
K
Punto final
A
Diámetro de la circunferencia de pie
B
Diámetro de la circunferencia de cabeza
J
Número de dientes de la pieza
W
Posición angular
S
Velocidad de corte [m/min]
I
Sobremedida
D
Dirección de giro de la pieza
3: M3
4: M4
F
Avance por vuelta
E
Avance de acabado
P
Aproximación máxima
O
Shift posición inicial
R
Valor de Shift
V
Número de Shift
H
Eje de aproximación
0: la aproximación se realiza en la dirección X
1: la aproximación se realiza en la dirección Y
Q
Pieza-Husillo
0: Husillo 0 (husillo principal) sujeta la pieza
3: Husillo 3 (contrahusillo) sujeta la pieza