26 ciclos de fr esado – HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 348
348
Programación DIN
4.26 Ciclos de fr
esado
Ciclo de fresado de contornos y de figuras en la
superficie frontal G793
G793 fresa figuras o "contornos libres" (abiertos o cerrados).
Al G793 le sigue:
la figura a fresar con:
Definición de contorno de la figura (G301..G307) – Véase
“Contornos superficie frontal/posterior” en pág. 229.
Fin del contorno de fresado (G80)
el contorno libre con:
Punto inicial del contorno de fresado (G100)
Contorno de fresado (G101, G102, G103)
Fin del contorno de fresado (G80)
Utilice preferiblemente la descripción del contorno con
ICP en la sección de geometría del programa y los ciclos
G840, G845 así como G846.
Parámetro
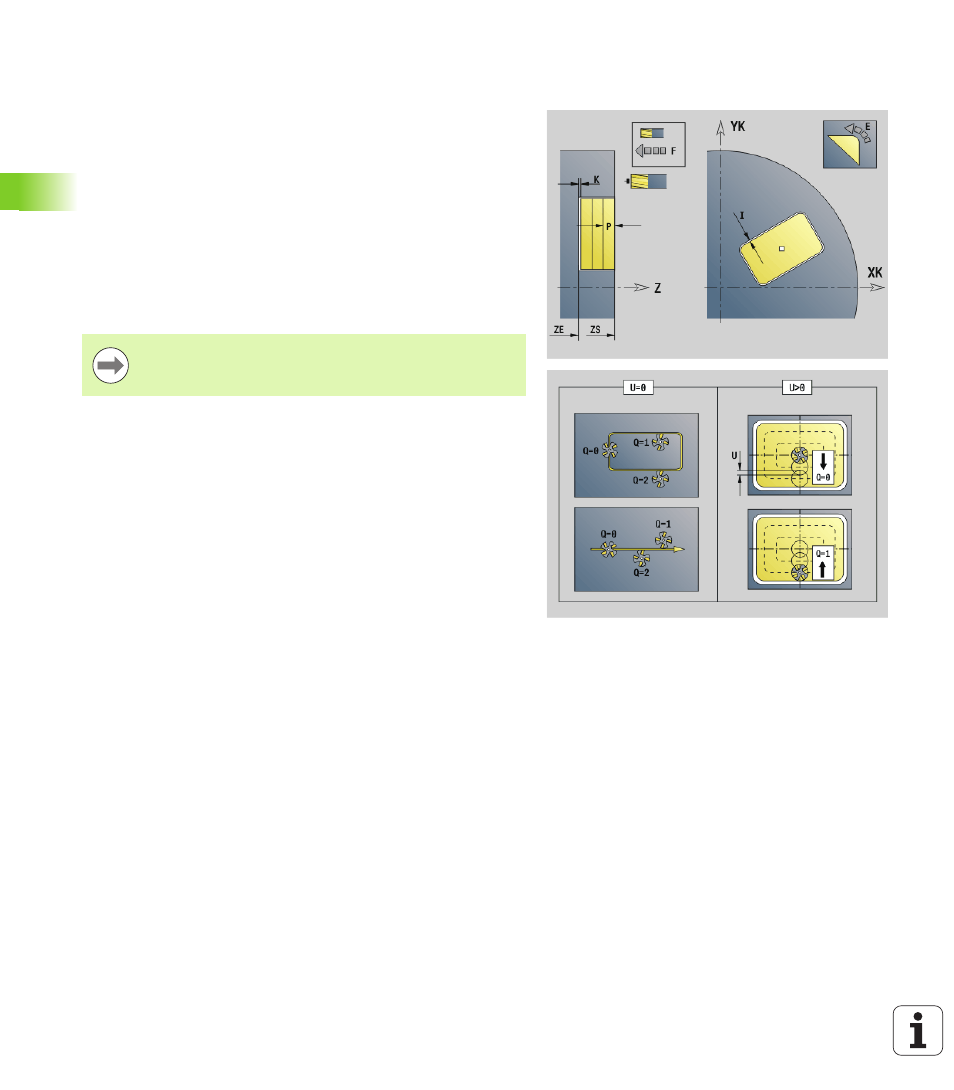
ZS
Arista superior de fresado
ZE
Fondo de fresado
P
Aproximación máxima (por defecto: profundidad total en una
aproximación)
U
Factor de solapamiento en fresado de contorno o de cajeras
(por defecto: 0)
U=0: Fresado de contornos
U>0: Fresado de cajeras - solapamiento mínimo de las
trayectorias de fresado = U*Diámetro de fresado
R
Radio de entrada (Radio del arco de entrada/salida) - (por
defecto: 0)
R=0: la aproximación al elemento de contorno se realiza
directamente; alimentación hasta el punto de de
aproximación por encima del plano de fresado y luego
alimentación vertical en profundidad
R>0: La fresa recorre el arco de entrada/salida con transición
tangencial al elemento de contorno
R<0 en esquinas interiores: la fresa recorre el arco de
entrada/salida con transición tangencial al elemento de
contorno
R<0 en esquinas exteriores: longitud del elemento de
entrada/salida lineal; la aproximación/alejamiento del
elemento de contorno se realiza con movimiento tangencial
I
Sobremedida paralela al contorno
K
Sobremedida Z
F
Avance de alimentación
E
Avance reducido para elementos circulares (por defecto:
avance actual)