HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 280
280
Programación DIN
4.1
7
Ciclos de t
o
rn
eado r
e
fe
ri
dos al cont
or
no
El Control numérico reconoce, a partir de la definición de la
herramienta, si se trata de un mecanizado interior o exterior.
Parámetro
B
Cálculo de contorno
0: automático
1: Herramienta a la izquierda (G41)
2: Herramienta a la derecha (G42)
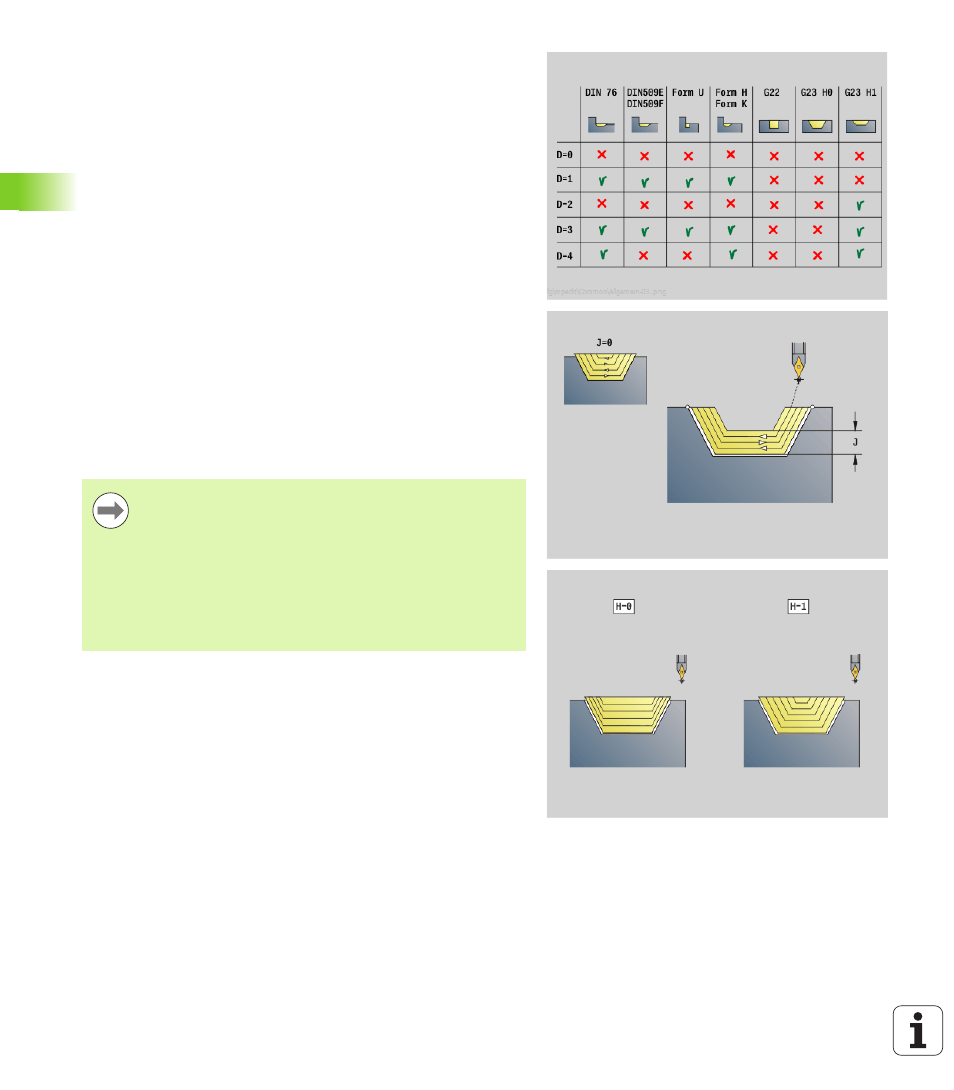
D
Ocultar elementos (véase imagen)
J
Sobremedida de la pieza en bruto (cota de radio) - solo activa
si no se ha definido ninguna pieza en bruto.
H
Parelelas al contorno - Tipo de las líneas de corte:
0: secc. corte const.
1: líneas de corte equidistantes
XA, ZA Punto inicial pieza en bruto (sólo efectivo cuando no se haya
programado ninguna en bruto)
XA, ZA no programado: el contorno de la pieza en bruto se
calcula a partir de la posición de herramienta y del contorno
ICP.
XA, ZA programado: definición del punto esquina del
controrno de pieza en bruto.
Se ejecuta la corrección de radio de filo de cuchilla.
Una sobremedida G57 "amplía" el contorno (también
los contornos interiores).
Una sobremedida G58
>0: "amplía" el contorno
<0: no se compensa
Las sobremedidas G57/G58 se borran al finalizar el
ciclo.
Desarrollo del ciclo
1
Se calculan las zonas de desbaste y la subdivisión de corte.
2
Se alimenta la herramienta desde el punto de partida para realizar
el primer corte teniendo presente la distancia de seguridad.
3
Se realiza el corte de desbaste.
4
Se alimenta para el siguiente corte y se ejecuta el corte de
desbaste en sentido opuesto.
5
Se repite 3...4 hasta que se ha mecanizado la zona de desbaste.
6
En su caso, se repite 2...5 hasta que se han mecanizado todas las
zonas de desbaste.
7
Se retira tal como se ha programado en "Q".