Aceptar las posiciones reales, 4 abr ir e intr oducir pr ogr a mas – HEIDENHAIN TNC 320 (340 55x-03) Manual del usuario
Página 98
98
4 Programación: Principios básicos, gestión de ficheros, ayuda a la programación
4.4 Abr
ir e intr
oducir pr
ogr
a
mas
Posibles introducciones de avance
Aceptar las posiciones reales
El TNC permite adoptar la posición actual de la herramienta en el
programa, p.ej. si se
programan frases de desplazamiento
Si se programan ciclos
Definir las herramientas con TOOL DEF
Para aceptar los valores de posición adecuados, proceder de la
siguiente manera:
Posicionar el campo de entrada en la posición de una frase, en la que
se desea aceptar una posición
Seleccionar la función Aceptar posición real: el TNC
visualiza en la carátula de softkeys las posiciones de
los ejes que se pueden adoptar
Seleccionar eje: el TNC escribe la posición actual del
eje seleccionado en el campo de entrada activo
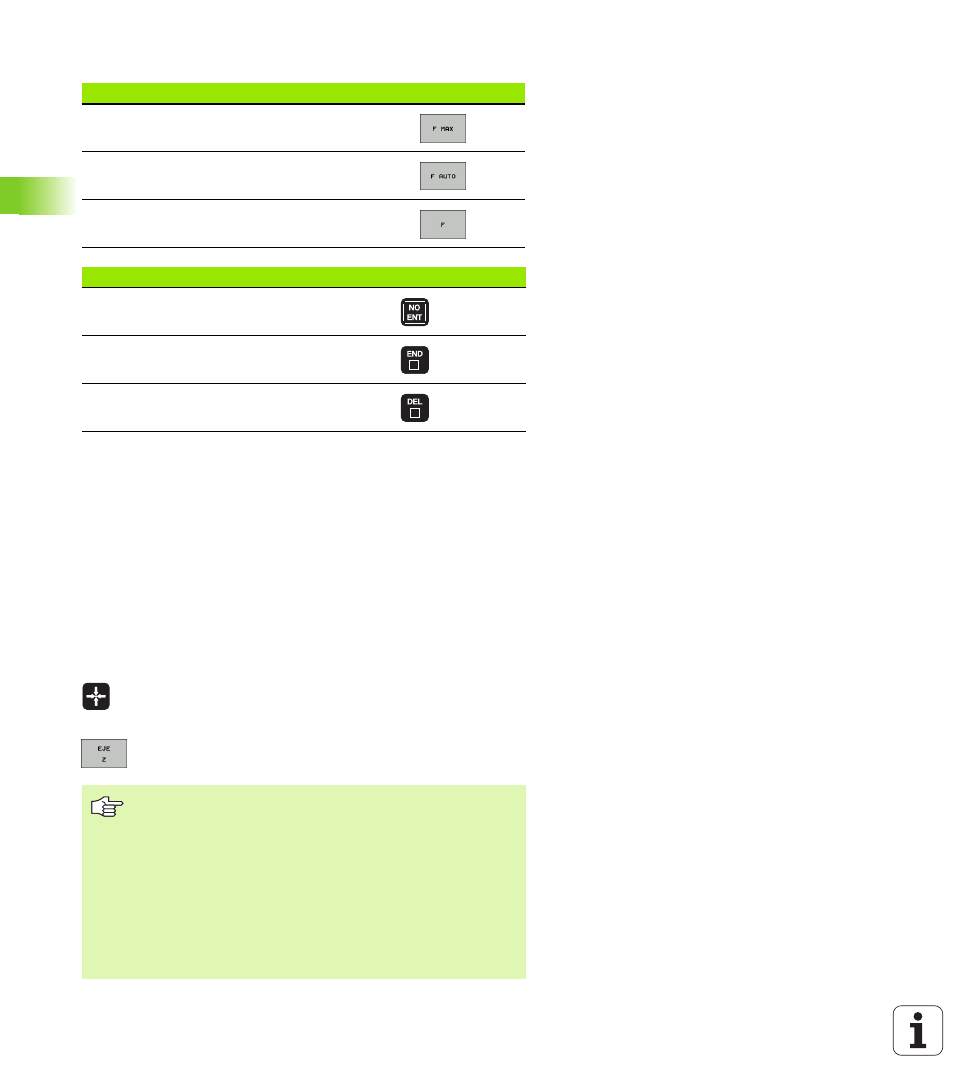
Funciones para determinar el avance
Softkey
Desplazar en marcha rápida
Desplazar con el avance calculado
automáticamente en la frase TOOL CALL
Desplazar con el avance programado (unidad
mm/min)
Funciones de diálogo
Tecla
Saltar la pregunta del diálogo
Finalizar el diálogo antes de tiempo
Interrumpir y borrar el diálogo
El TNC acepta siempre las coordenadas del punto medio
de la herramienta en el plano de mecanizado, incluso
cuando la corrección de radio de la herramienta se
encuentra activa.
El TNC acepta en el eje de la herramienta siempre las
coordenadas de la punta de la herramienta, es decir,
siempre tiene en cuenta la longitud de la herramienta
activa.
La función "Aceptar posición real" sólo se permite, si la
función Inclinar plano de mecanizado se encuentra activa.