HEIDENHAIN TNC 320 (340 55x-03) Manual del usuario
Página 264
264
8 Programación: Ciclos
8.3 Ciclos par
a
el fr
esado de cajer
a
s, islas y r
a
nur
as
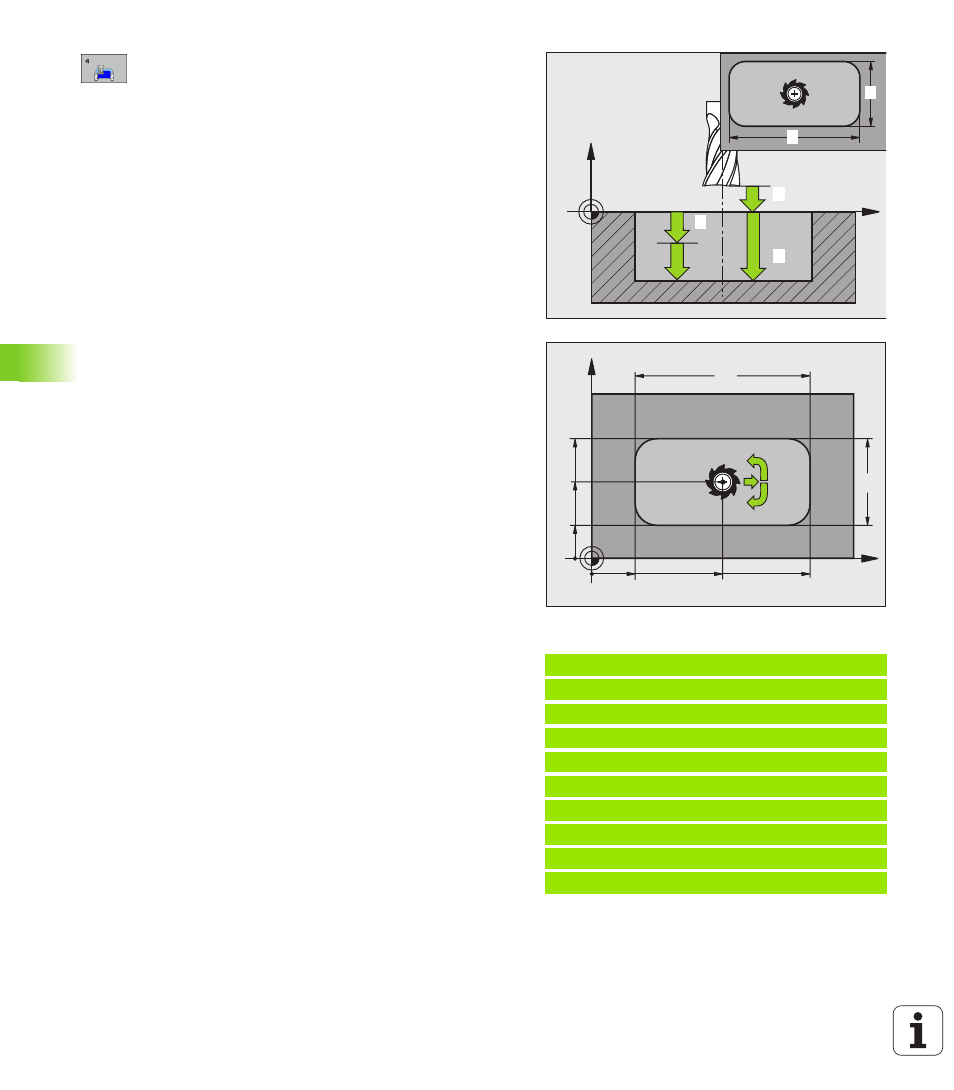
Distancia de seguridad
1
(valor incremental):
Distancia entre el extremo de la hta. (posición inicial)
y la superficie de la pieza
Profundidad
2
(valor incremental): Distancia entre la
superficie de la pieza y la base de la cajera
Profundidad de paso
3
(valor incremental): Medida,
según la cual la hta. penetra cada vez en la pieza El
TNC se desplaza en un sólo paso de mecanizado a la
profundidad total cuando:
El paso de profundización y la profundidad total son
iguales
El paso de profundización es mayor a la profundidad
total
Avance al profundizar
: Velocidad de desplazamiento
de la hta. en la profundización
Longitud lado 1
4
: Longitud de la cajera, paralela al
eje principal del plano de mecanizado
Longitud lado 2
5
: Ancho de la cajera
Avance F: Velocidad de desplazamiento de la hta. en
el plano de mecanizado
giro en sentido horario
DR +: Fresado sincronizado con M3
DR -: Fresado a contramarcha con M3
Radio de redondeo
: Radio para la esquina de la cajera
Cuando el radio = 0, el radio de redondeo es igual al
radio de la hta.
Cálculos:
Aproximación lateral k = K x R
Ejemplo: Frases NC
11 L Z+100 R0 FMAX
12 CYCL DEF 4,0 FRESADO DE CAJERAS
13 CYCL DEF 2.1 DIST. 2
14 CYCL DEF 4.2 PROFUNDIDAD -10
15 CYCL DEF 4.3 PASO 4 F80
16 CYCL DEF 4.4 X80
17 CYCL DEF 4.5 Y40
18 CYCL DEF 4.6 F100 DR+ RADIO 10
19 L X+60 Y+35 FMAX M3
20 L Z+2 FMAX M99
X
Z
1
2
3
4
5
X
Y
DR+
40
80
55
35
15
100
60
20
DR
K:
Factor de solapamiento determinado en el parámetro de
máquina PocketOverlap
R:
Radio de la fresa