8 ciclos especiales – HEIDENHAIN TNC 320 (340 55x-03) Manual del usuario
Página 358
358
8 Programación: Ciclos
8.8 Ciclos especiales
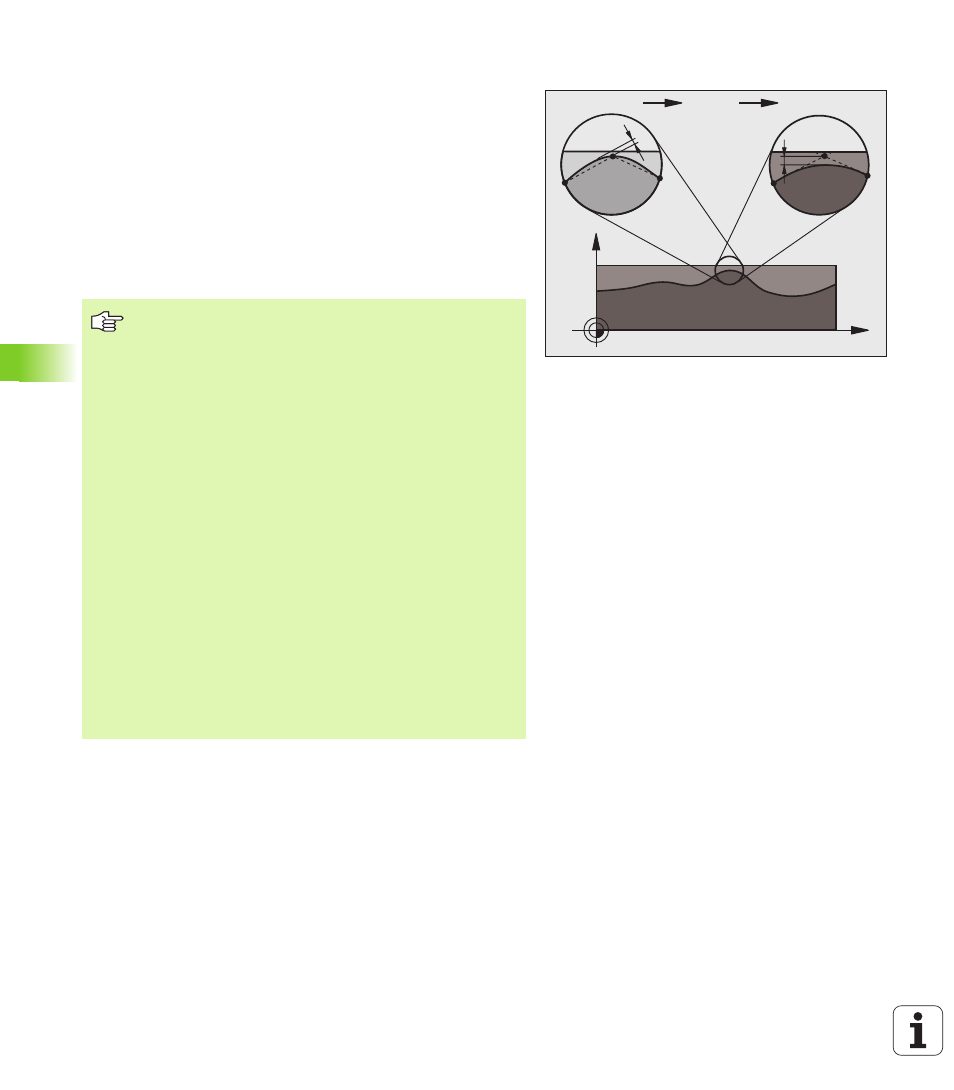
Influencias durante la definición de la geometría en el sistema
CAM
El factor de influencia esencial en la generación externa de programas
NC es el error cordal S definible en el sistema CAM. Mediante este
error se define la distancia máxima del punto de un programa NC
generado mediante un postprocesador (PP). Si el error cordal es igual
o inferior al valor de tolerancia T seleccionado en el ciclo 32, entonces
el TNC puede suavizar los puntos de contorno, siempre que no se
sobrepase el avance programado mediante ajustes de máquina
especiales.
Se obtiene una suavización del contorno, si se selecciona el valor de
tolerancia en el ciclo 32 entre x 1,1 y x 2 del error cordal CAM.
Programación de ciclos
X
Z
T
S
CAM
TNC
PP
Antes de la programación deberá tenerse en cuenta
El ciclo 32 se activa a partir de su definición, es decir actua
a partir de su definición en el programa.
El TNC desactiva el ciclo 32 cuando
se define de nuevo el ciclo 32 y se activa la pregunta de
diálogo después del valor de tolerancia con NO ENT
se selecciona un nuevo programa mediante la tecla
PGM MGT
Una vez desactivado el ciclo 32, el TNC activa de nuevo la
tolerancia ajustada previamente mediante parámetros de
máquina.
El TNC interpreta en un programa en MM el valor de
tolerancia T dado en unidad de medida mm y en un
programa en pulgadas en la unidad de medida pulgadas.
Si se lee un programa con el ciclo 32 que contiene como
parámetro de ciclo sólo el Valor de tolerancia T, el TNC
inserta los dos restantes parámetros von valor cero.
En caso de que la introducción de la tolerancia aumente,
con movimientos circulares se reduce, por norma general,
el diámetro circular. Si el filtro HSC está activo en su
máquina (en caso necesario, consultar al fábricante de la
máquina), el círculo también puede agrandarse.