Resumen de ciclos, En: véase "resumen de ciclos" en pág. 210), 1 t rabajar con ciclos – HEIDENHAIN TNC 320 (340 55x-03) Manual del usuario
Página 210
210
8 Programación: Ciclos
8.1 T
rabajar con ciclos
Resumen de ciclos
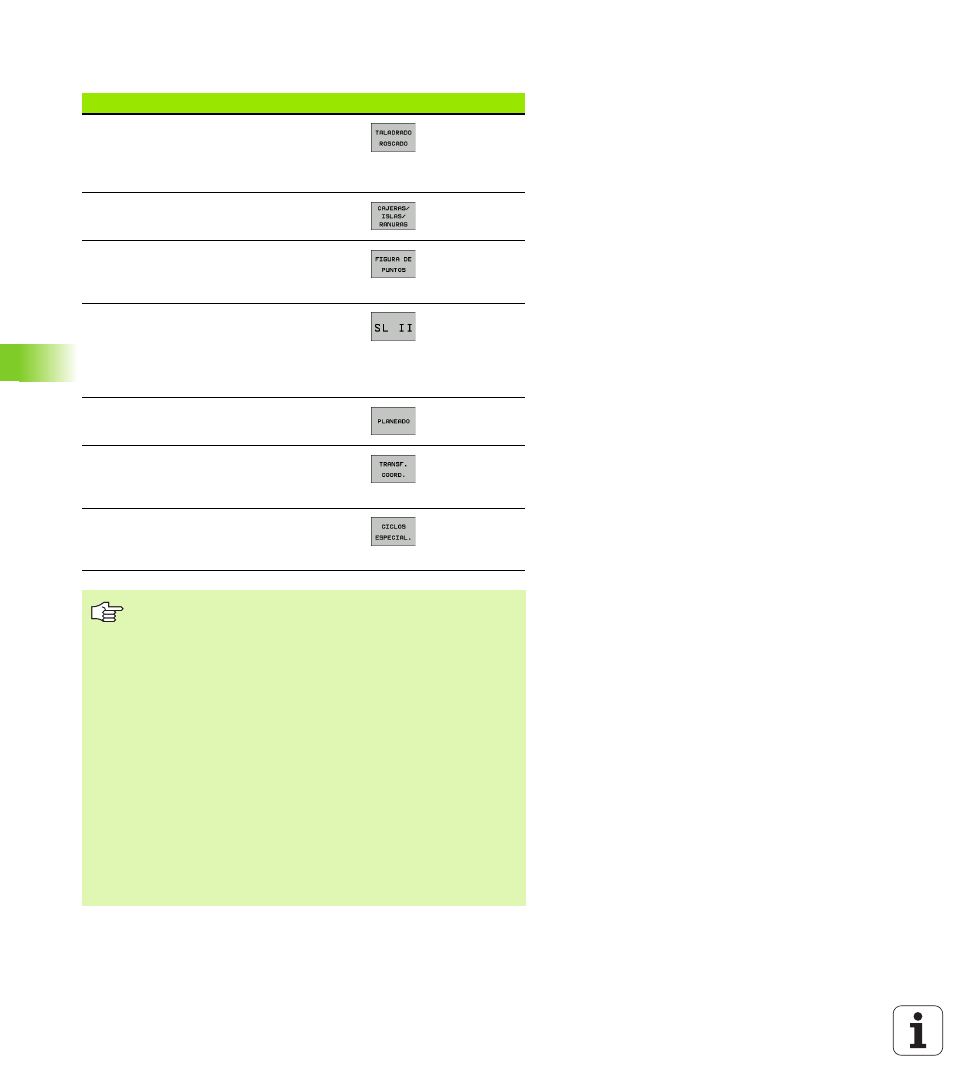
Grupo de ciclos
Softkey
Página
Ciclos para el taladrado profundo,
escariado, mandrinado, rebaje inverso,
roscado con macho, roscado a cuchilla y
fresado de rosca
Ciclos para el fresado de cajeras,islas y
ranuras
Ciclos para el trazado de figuras de
puntos, p.ej. círculo de taladros o línea de
taladros
Ciclos SL (Subcontur List) con los que se
mecanizan contornos paralelos al
contorno, que se componen de varios
contornos parciales superpuestos.
Interpolación de una superficie cilíndrica
Ciclos para el planeado de
superficiesplanas o unidas entre si
Ciclos para la traslación de coordenadas
con los cuales se pueden desplazar, girar,
reflejar, ampliar y reducir contornos
Intervalo programado de ciclos
especiales, llamada del programa,
orientación del cabezal, tolerancia
Cuando se utilizan asignaciones indirectas de parámetros
en ciclos de mecanizado con número mayor a 200 (p.ej.
D00 Q210 = Q1
), después de la definición del ciclo no tiene
efecto la modificación del parámetro asignado (p.ej. Q1).
En estos casos debe definirse directamente el parámetro
del ciclo (p.ej. Q210).
Cuando se define un parámetro de avance en ciclos de
mecanizado con números mayores de 200, entonces se
puede asignar mediante softkey también el avance
(Softkey FAUTO) definido en la frase TOOL CALL en lugar
de un valor dado, o bien la marcha rápida (Softkey FMAX).
Tener en cuenta que una modificación del avance FAUTO
tras una definición del ciclo no tiene ningún efecto, ya que,
al procesar la definición del ciclo, el avance ha asignado
internamente el avance desde la frase TOOL CALL.
Si desea borrar un ciclo con varias frases parciales, el TNC
indica, si se debe borrar el ciclo completo.