Modo de operar – Hypertherm THC X-Y Table Torch Height Control Manual del usuario
Página 119
MODO DE OPERAR
4/21/99
4-12
Command THC (X-Y)
Manual de instrucciones
Factor de altura de perforado para materiales más gruesos
General:
Al cortar materiales de 19 mm o más gruesos, la antorcha puede establecer contacto con
el metal fundido y derretido acumulado encima de la placa durante el perforado. Vea la
figura 4-5. Para evitar esto, la altura de corte y el factor de altura de perforado pueden
establecerse de modo que la antorcha salte por encima del metal derretido después de
completar el perforado.
Cuándo aplicarlo: Cuando la antorcha se “zambulle” en el metal derretido acumulado encima de la placa
durante el perforado. No aplique este factor si no experimenta este problema durante el
perforado.
Aplicación:
Establezca la altura de corte al doble de la altura de perforado deseada y determine un
factor de altura de perforado del 50%. (Estos son parámetros iniciales que pueden ser
ajustados para obtener mejoras en el corte.) Una vez transcurrida la demora de
perforado, la antorcha se retractará hasta la altura de corte durante el tiempo de demora
para la aceleración de la máquina (sin hacer contacto con el metal derretido) y luego el
control pasará al control automático de voltaje (AVC). Vea la figura 4-6 para conocer la
secuencia de eventos.
EJEMPLO:
Altura de perforado deseada
= 0,25 pulg.
Altura de corte
= 0,500 pulg.
Factor de altura de perforado = 50%
0,500 pulg. x 50% = 0,250 pulg.*
Altura de perforado
= 0,250 pulg.
*El sistema THC realiza este cálculo.
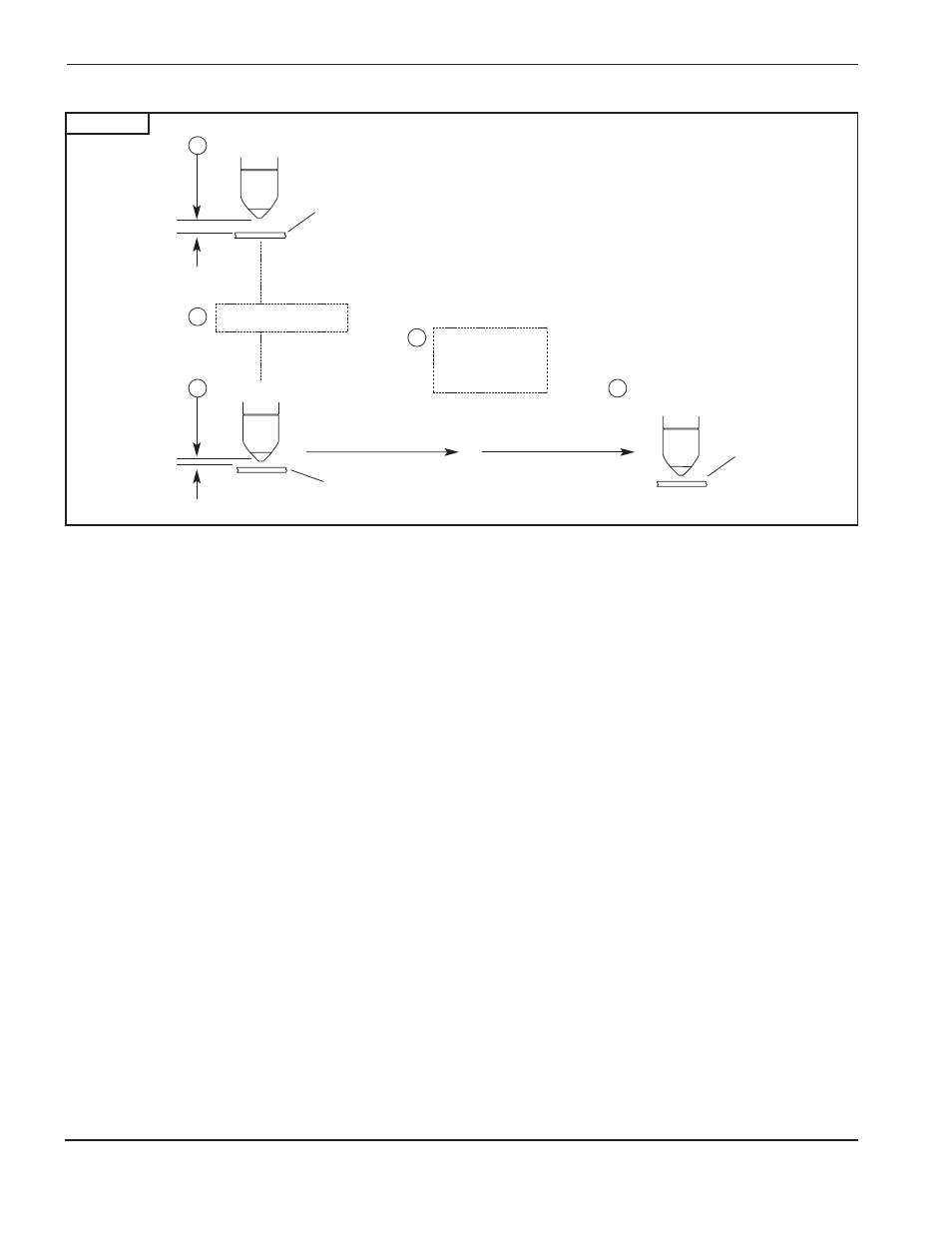
Figura 4-4
Factor típico de altura de perforado – Secuencia de eventos
EVENTO
1
2
4
Altura de perforado
Demora de perforado
3
Altura de corte
Placa
Demora para la
aceleración de la
máquina
Placa
5
Control automático
de voltaje
Placa