2 datos de la herramienta, 2 d a tos de la her ramienta – HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 95
79
TNC 410, TNC 426, TNC 430 de HEIDENHAIN
5.2 Datos de la herramienta
Normalmente las coordenadas de las trayectorias necesarias, se
programan tal como está acotada la pieza en el plano. Para que el
TNC puede calcular la trayectoria del punto central de la herramienta,
es decir, que pueda realizar una corrección de la herramienta, deberá
introducirse la longitud y el radio de cada herramienta empleada.
Los datos de la herramienta se programan directamente con la
función G99 en el programa o por separado en las tablas de
herramientas. Si se introducen los datos de la herramienta en la tabla,
se dispone de otras informaciones específicas de la herramienta.
Cuando se ejecuta el programa de mecanizado, el TNC tiene en
cuenta todas las informaciones introducidas.
Número de la herramienta, nombre de la herramienta
Cada herramienta se caracteriza con un número del 0 al 254. Cuando
se trabaja con tablas de herramienta, se pueden emplear números
más altos (excepto TNC 410) y además adjudicar nombres de
herramientas (excepto TNC 410).
La herramienta con el número 0 tiene longitud L=0 y radio R=0. En las
tablas de herramientas la herramienta T0 también debería definirse
con L=0 y R=0.
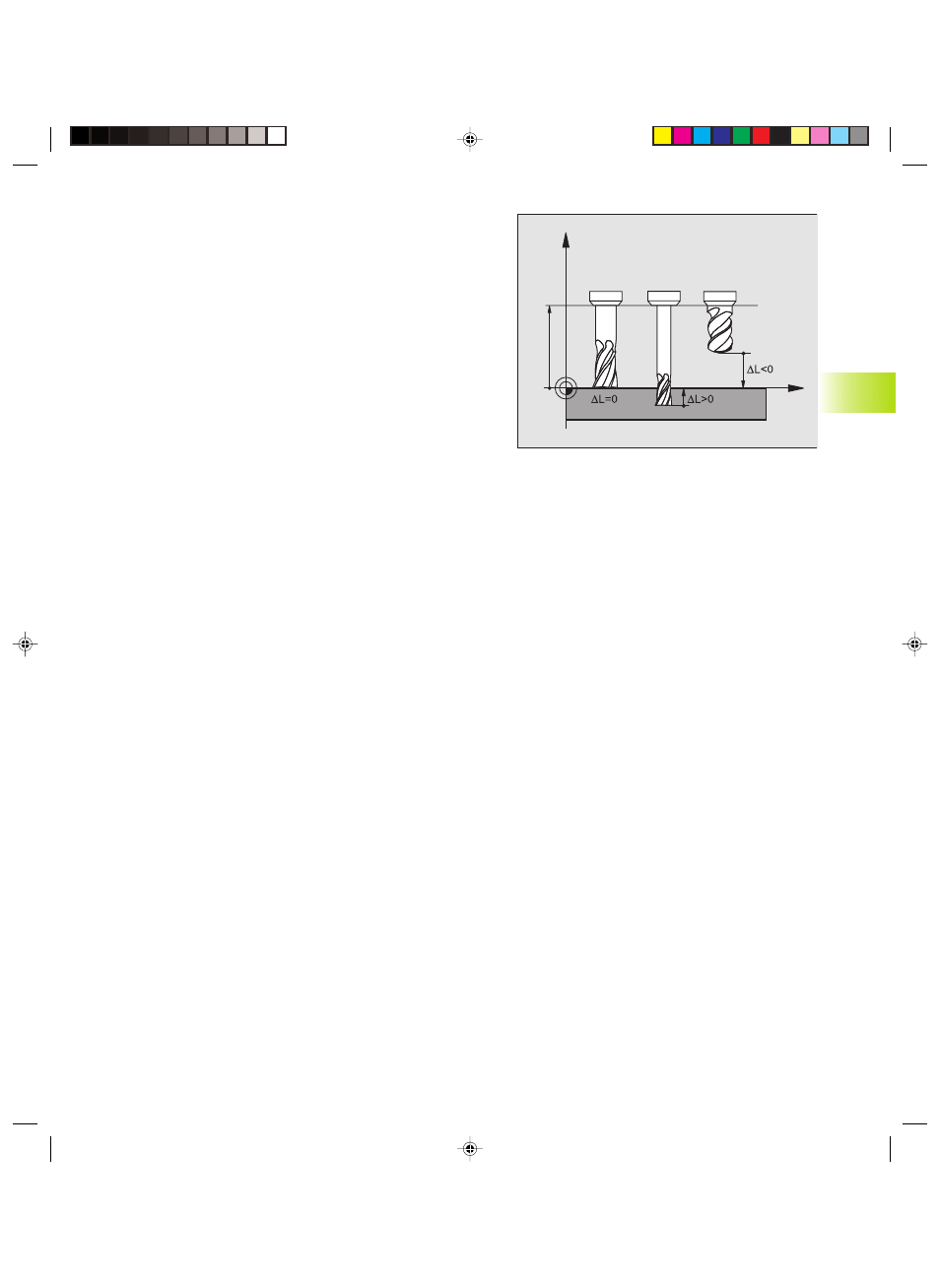
Longitud de la herramienta L
La longitud L de la herramienta se puede determinar de dos formas:
1 La longitud L es la diferencia entre la longitud de la herramienta
deseada y la longitud de la herramienta cero L
0
.
Signo:
■
La herramienta es más larga que la herramienta cero
L>L
0
■
La herramienta es mas corta que la herramienta cero: L<L
0
Determinar la longitud:
ú
Desplazar la herramienta cero a la posición de referencia según el
eje de la herramienta (p.ej. superficie de la pieza con Z=0)
ú
Fijar la visualización del eje de la hta. a cero (fijar pto. de ref.)
ú
Cambiar por la siguiente herramienta
ú
Desplazar la nueva hta. a la misma posición de ref. que la hta. cero
ú
La visualización del eje de la herramienta indica la diferencia de
longitud respecto a la herramienta cero
ú
Aceptar el valor con la tecla ”Aceptar valor real“ (TNC 426, TNC
430), o bien con la softkey ACT. POS. Z (TNC 410) en la frase G99 o
en la tabla de herramientas
2 Determinar la longitud L con un aparato de ajuste. Después se
introduce directamente el valor calculado en la definición de la
herramienta G99.
5.2 D
a
tos de la her
ramienta
Z
X
L
0
Fkap5.pm6
28.06.2006, 14:36
79