6 ciclos sl gr upo i – HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 207
191
TNC 410, TNC 426, TNC 430 de HEIDENHAIN
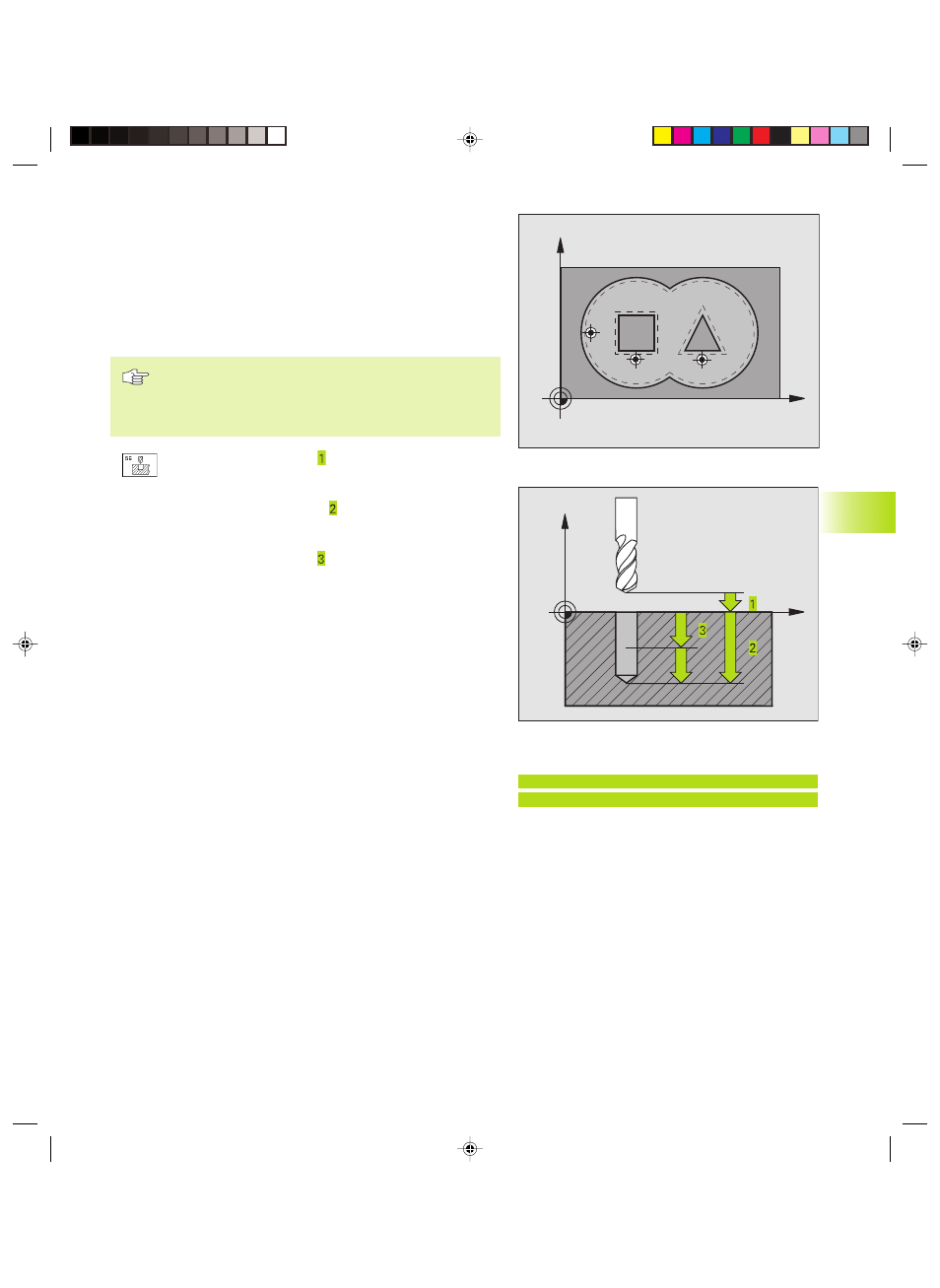
PRETALADRADO (ciclo G56)
Desarrollo del ciclo
Igual que el ciclo G83 Taladrado profundo
Aplicación
El ciclo G56 PRETALADRADO tiene en cuenta la sobremedida de
acabado en los puntos de profundización. Los puntos de
penetración son además también puntos de partida para el
desbaste.
Antes de la programación deberá tenerse en cuenta
Programar la frase de posicionamiento en el eje de la
herramienta (distancia de seguridad sobre la superficie de la
pieza).
ú
Distancia de seguridad (valor incremental): Distancia
entre el extremo de la hta. (posición inicial) y la
superficie de la pieza
ú
Profundidad de taladrado (valor incremental):
Distancia entre la superficie de la pieza y la base del
taladro (extremo del cono del taladro)
ú
Profundidad de pasada (valor incremental): Medida,
según la cual la hta. penetra cada vez en la pieza. El
TNC se desplaza en un sólo paso de mecanizado a la
profundidad total cuando:
■
La profundidad de pasada es igual a la profundidad
de taladrado
■
La profundidad de pasada es mayor a la profundidad
de taladrado
La profundidad de taladrado no tiene
porque ser múltiplo de la prof. de pasada
ú
Avance al profundizar: Avance al profundizar en mm/min
ú
Sobremedida de acabado: Sobremedida en el plano de
mecanizado
X
Z
X
Y
8.6 Ciclos SL gr
upo I
Ejemplo de frase NC:
N54 G56 P01 2 P02 -15 P03 5 P04 250
P05 +0.5*
Kkap8.pm6
28.06.2006, 14:37
191