HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 138
7 Programación: Funciones auxiliares
122
7.4
Funciones auxiliares según el tipo de
trayectoria
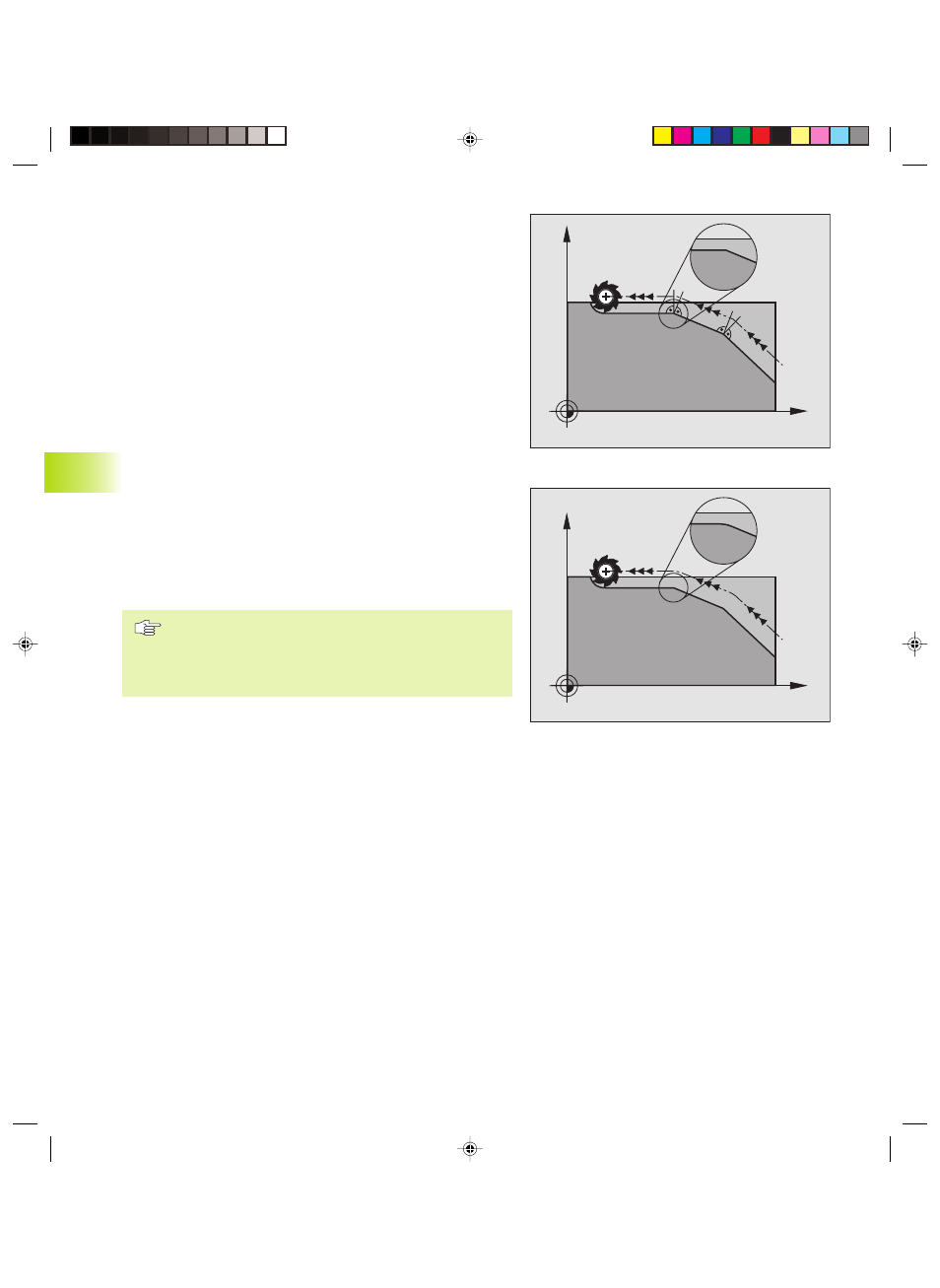
Mecanizado de esquinas: M90
Comportamiento standard
En las frases de posicionamiento sin corrección de radio, el TNC
detiene brevemente la herramienta en las esquinas (parada de
precisión).
En las frases del programa con corrección de radio (RR/RL) el TNC
añade automáticamente un círculo de transición en las esquinas
exteriores.
Comportamiento con M90
La herramienta se desplaza en las transiciones angulares con
velocidad constante: Las esquinas se mecanizan y se alisa la
superficie de la pieza. Además se reduce el tiempo de mecanizado.
Véase la figura en el centro a la dcha.
Ejemplos de utilización: Superficies de pequeñas rectas
Activación
M90 actua sólo en las frases del programa, en las cuales se ha
programado M90.
M90 actua al principio de la frase. Debe estar seleccionado el
funcionamiento con error de arrastre.
Independientemente de M90 se puede determinar un
valor límite en MP7460, hasta el cual el desplazamiento
se realiza a una velocidad constante (en el
funcionamiento con error de arrastre y control previo de la
velocidad, excepto TNC 426, TNC 430).
7.4 F
u
nciones auxiliar
es según el tipo de tr
a
y
ect
or
ia
X
Y
X
Y
Hkap7.pm6
28.06.2006, 14:36
122