HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 194
8 Programación: Ciclos
178
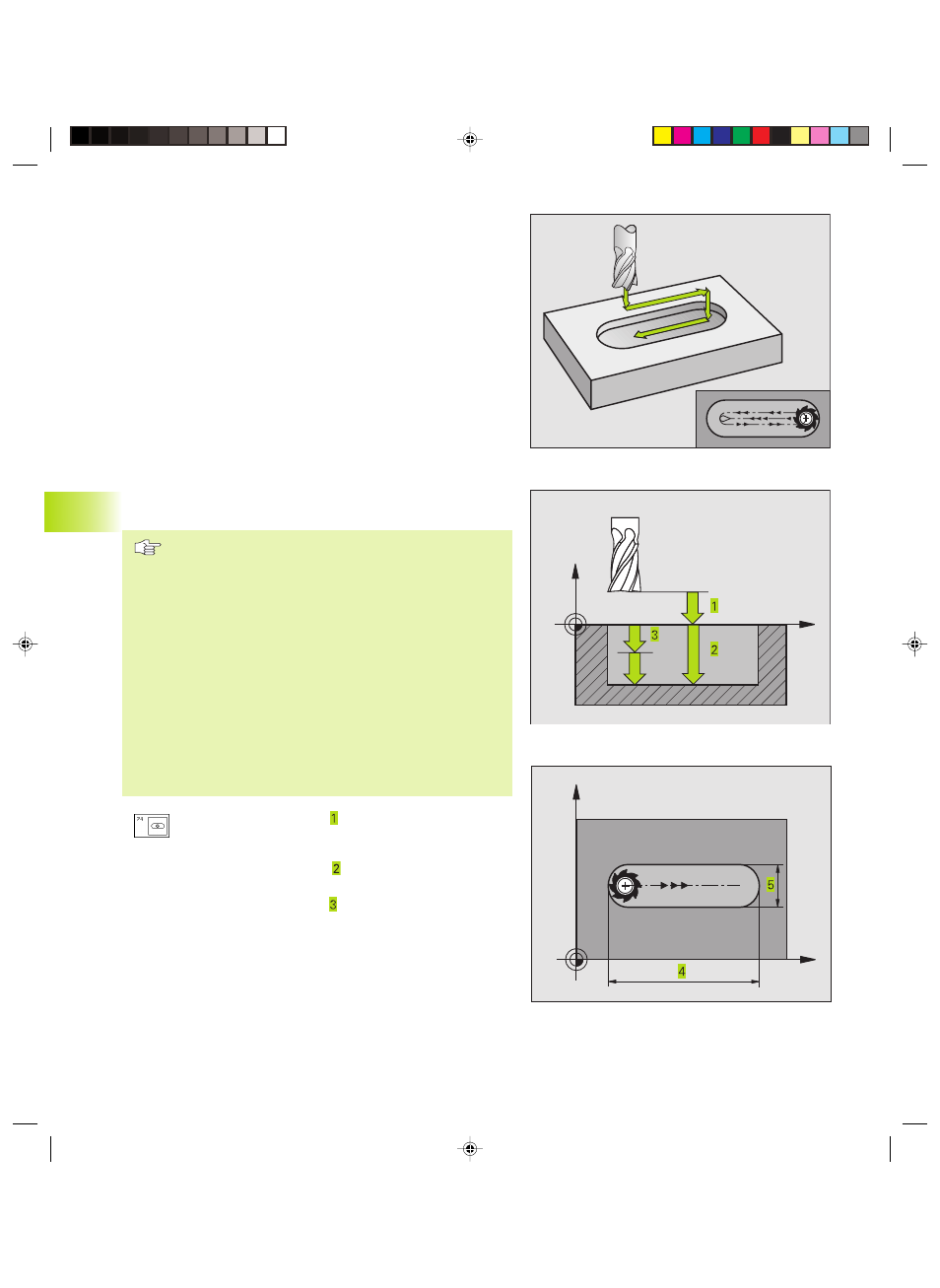
FRESADO DE RANURAS (ciclo G74)
Desbaste
1 El TNC desplaza la hta. según la sobremedida de acabado (la
mitad de la diferencia entre la anchura de la ranura y el diámetro
de la herramienta) hacia dentro. Desde allí, la herramienta penetra
en la pieza y fresa en dirección longitudinal a la ranura
2 Al final de la ranura se realiza una profundización y la hta. fresa en
sentido opuesto.
Este proceso se repite hasta alcanzar la profundidad de fresado
programada
Acabado
3 La hta. se desplaza en la base de la fresa según una trayectoria
circular tangente al contorno exterior; después se recorre el
contorno en sentido sincronizado al avance (con M3)
4 A continuación la hta. se retira en marcha rápida a la distancia de
seguridad
Cuando el número de pasadas es impar la hta. se desplaza de la
distancia de seguridad hasta la posición inicial.
Antes de la programación deberá tenerse en cuenta
Programar la frase de posicionamiento sobre el punto inicial
en el plano de mecanizado, centro de la ranura, (longitud lado
2) y desplazado en la ranura según el radio de la hta. con
corrección de radio G40.
Programar la frase de posicionamiento sobre el punto de
partida en el eje de la hta. (distancia de seguridad sobre la
superficie de la pieza).
El signo del parámetro profundidad determina la dirección
del mecanizado.
Emplear una fresa con dentado frontal cortante en el centro
(DIN 844) o pretaladrado en el punto inicial.
Seleccionar el diámetro de la fresa que no sea mayor a la
anchura de la ranura y que no sea menor a la mitad de la
anchura de la misma.
ú
Distancia de seguridad (valor incremental): Distancia
entre el extremo de la hta. (posición inicial) y la
superficie de la pieza
ú
Profundidad de fresado (valor incremental): Distancia
entre la superficie de la pieza y la base de la cajera
ú
Profundidad de pasada (valor incremental): Medida
según la cual la hta. se aproxima cada vez a la pieza; la
hta. se desplaza en un sólo paso de mecanizado a la
profundidad programada, cuando:
■
La profundidad de pasada es igual a la prof. total programada.
■
La prof. de pasada es mayor a la prof. total
8.4 Ciclos par
a el fr
esado de cajer
as,
islas y r
anur
as
X
Z
X
Y
Kkap8.pm6
28.06.2006, 14:37
178