HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Manual del usuario
Página 90
90
3 Ciclos de palpación para la comprobación automática de piezas
3.2 Cálculo aut
o
mático de los punt
os de r
e
fe
re
ncia
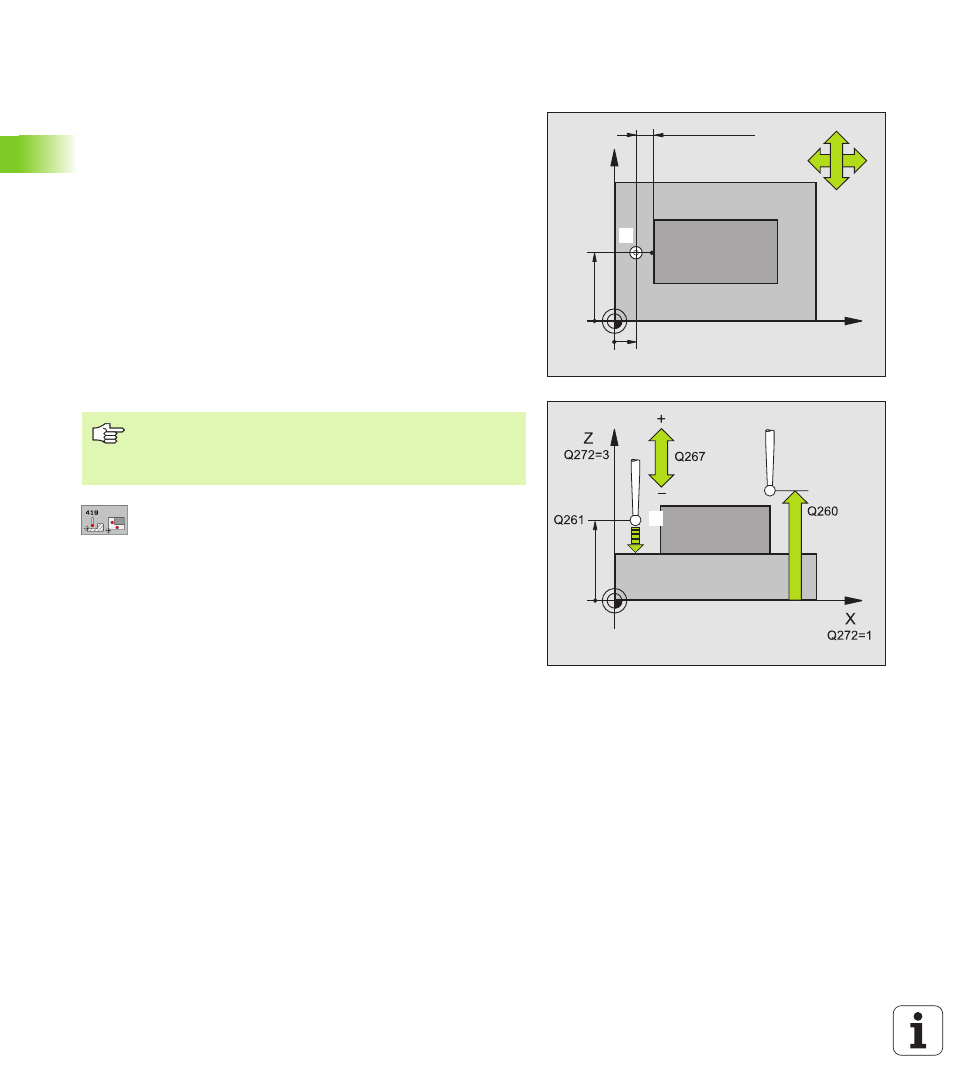
PTO. REF. EJE INDIVIDUAL (ciclo de
palpación 419, DIN/ISO: G419)
El ciclo de palpación 419 mide una coordenada cualquiera en el eje de
palpación fija esta coordenada como punto de referencia. Si se desea,
el TNC también puede escribir la coordenada medida en una tabla de
puntos cero o de preset.
1
El TNC posiciona el palpador en avance rápido (valor de MP6150 o
bien MP6361) y según la lógica de posicionamiento (véase
"Ejecución de los ciclos de palpación" en pág. 22) hacia el punto de
palpación programado
1
. Para ello, el TNC desplaza el palpador
según la distancia de seguridad en la dirección de palpación
opuesta a la determinada
2
A continuación el palpador se desplaza a la altura de medida
introducida y registra mediante una palpación sencilla la posición
real
3
A continuación el TNC posiciona el palpador de nuevo en la altura
de seguridad y procesa el punto de referencia calculado en relación
con los parámetros de ciclo Q303 y Q305 (véase "Guardar punto de
referencia calculado" en pág. 63)
8
1er punto de medición del 1er eje
Q263 (valor
absoluto): Coordenada del 1er punto de palpación en
el eje principal del plano de mecanizado
8
1er punto de medición del 2º eje
Q264 (valor
absoluto): Coordenada del 1er punto de palpación en
el eje auxiliar del plano de mecanizado
8
Altura de la medición en el eje del palpador
Q261
(valor absoluto): Coordenada del centro de la bola
(=punto de contacto) en el eje de palpación, desde la
cual se quiere realizar la medición
8
Distancia de seguridad
Q320 (valor incremental):
Distancia adicional entre el punto de medición y la
bola del palpador. Q320 se suma al valor del MP6140
8
Altura de seguridad
Q260 (valor absoluto):
Coordenada en el eje del palpador, en la cual no se
puede producir ninguna colisión entre el palpador y la
pieza
X
Y
Q264
Q263
+
–
–
+
Q267
Q272=2
Q272=1
MP6140 + Q320
1
1
Antes de la programación deberá tenerse en cuenta
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.