Pág. 102, 3 medición aut o mática de piezas – HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Manual del usuario
Página 102
102
3 Ciclos de palpación para la comprobación automática de piezas
3.3 Medición aut
o
mática de piezas
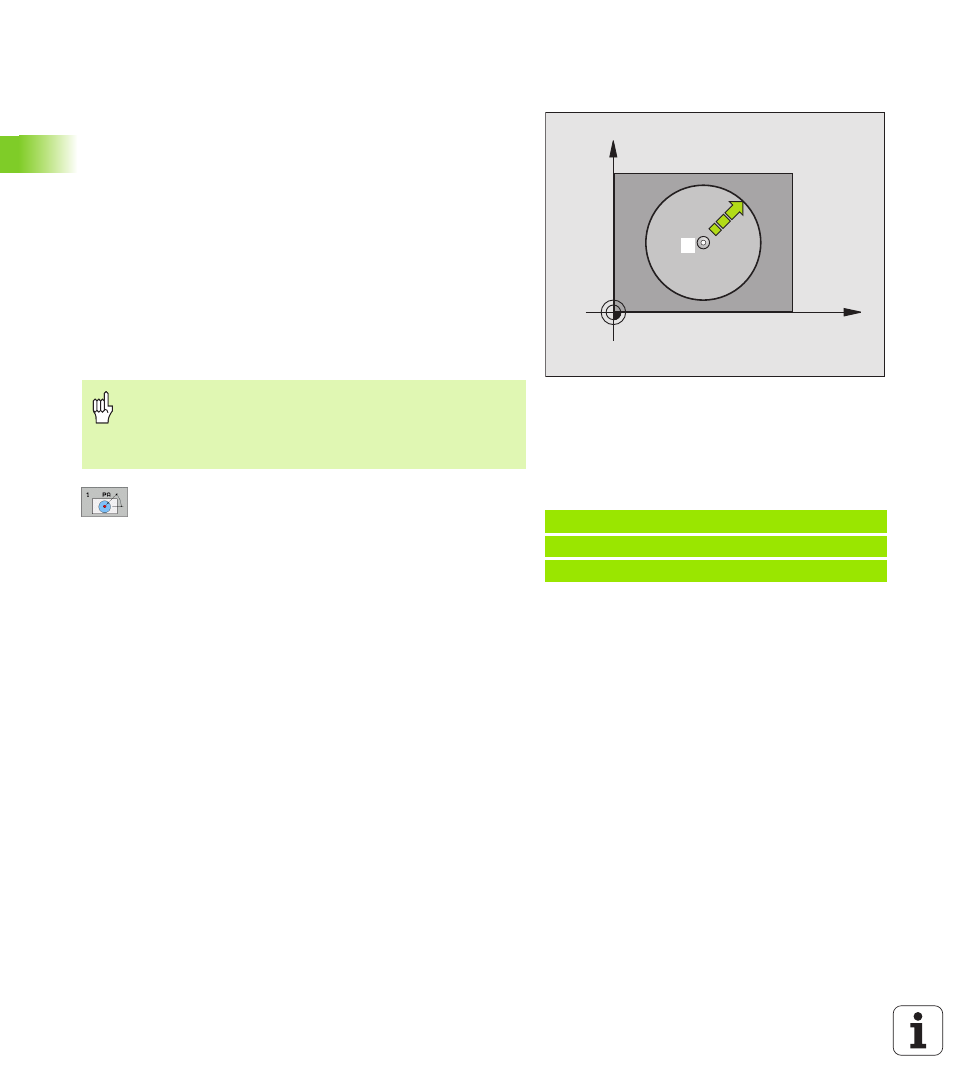
PUNTO DE REFERENCIA en polares (ciclo de
palpación 1)
El ciclo de palpador 1 determina en una dirección de palpación
cualquiera una posición cualquiera en la pieza.
1
El palpador se aproxima en un movimiento 3D con avance rápido
(valor de MP6150 o MP6361) a la posición previa programada en el
ciclo
1
2
A continuación el palpador ejecuta el proceso de palpación con el
avance de palpación (MP6120 o bién MP6360). En el proceso de
palpación el TNC desplaza simultáneamente dos ejes
(dependiendo del ángulo de palpación). La dirección de palpación
se determina mediante el ángulo en polares introducido en el ciclo
3
Una vez que el TNC ha registrado la posición, el palpador retrocede
al punto de partida del proceso de palpación. Además el TNC
memoriza las coordenadas de la posición en las que se encontraba
el palpador en el momento de producirse la señal, en los
parámetros Q115 a Q119.
8
Eje de palpación
: Introducir el eje de palpación con
las teclas de manual o mediante el teclado ASCII.
Confirmar con la tecla ENT
8
Angulo de palpación
: Angulo referido al eje de
palpación , en el cual debe desplazarse el palpador
8
Valor nominal de la posición
: Mediante las teclas
de los ejes o a través del teclado ASCII, introducir
todas las coordenadas para el posicionamiento previo
del palpador.
8
Finalizar la introducción: Pulsar la tecla ENT
X
Y
1
Antes de la programación deberá tenerse en cuenta
Preposicionar el sistema de palpación de tal manera que
se evite una colisión al poner en marcha la posición
anterior programada.
Ejemplo: Frases NC
67 TCH PROBE 1.0 PUNTO DE REFERENCIA POLAR
68 TCH PROBE 1.1 ÁNGULO X: +30
69 TCH PROBE 1.2 X+5 Y+0 Z-5