Pág. 46 – HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Manual del usuario
Página 46
46
3 Ciclos de palpación para la comprobación automática de piezas
3.1 Medición aut
o
mática de la
posición inclinada de la pieza
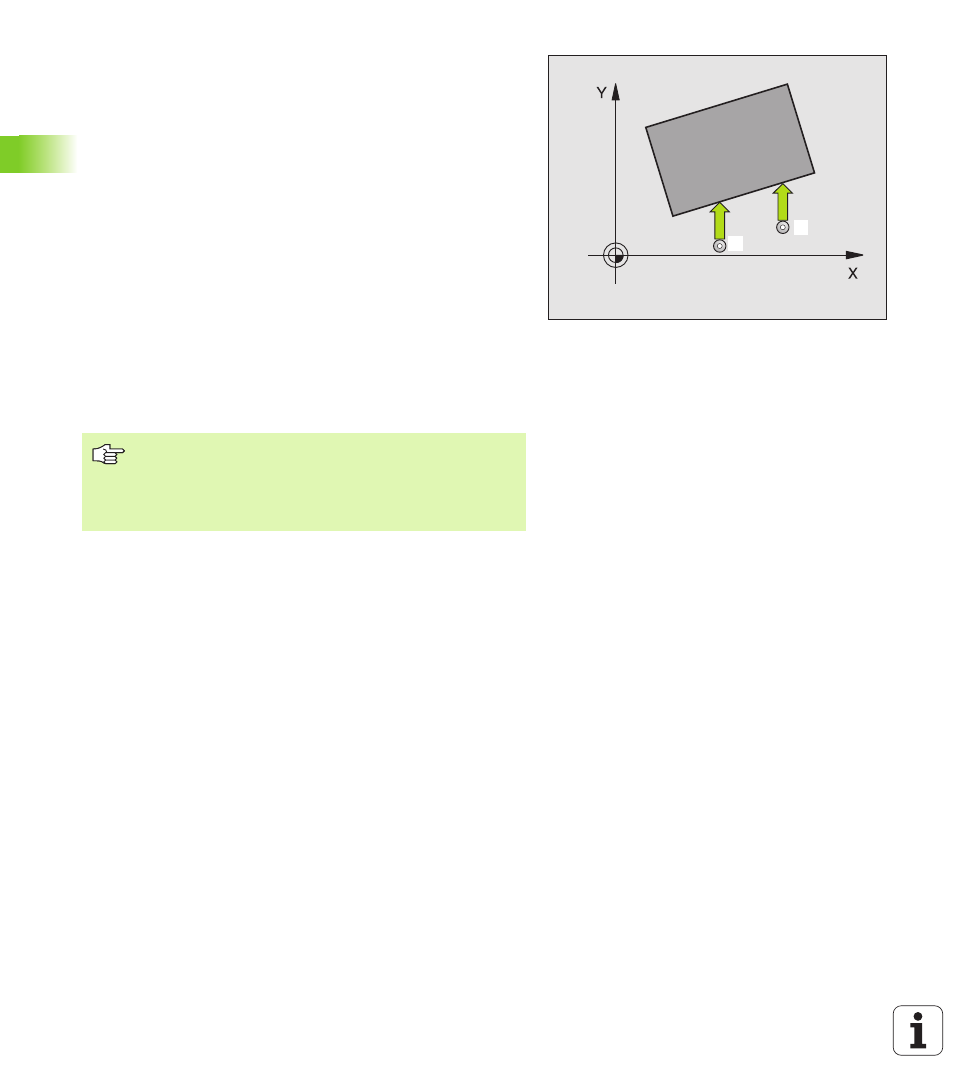
GIRO BASICO (ciclo de palpación 400,
DIN/ISO: G400)
El ciclo de palpación 400 calcula la posición inclinada de la pieza,
mediante la medición de dos puntos que deben encontrarse sobre una
recta. El TNC compensa a través de la función Giro básico el valor
medido(Véase también „Compensación de la inclinación de la pieza”
en pág. 31).
1
El TNC posiciona el palpador en avance rápido (valor de MP6150 o
bien MP6361) y según la lógica de posicionamiento (véase
"Ejecución de los ciclos de palpación" en pág. 22) hacia el punto de
palpación programado
1
. Para ello, el TNC desplaza el palpador
según la distancia de seguridad en la dirección de desplazamiento
opuesta a la determinada
2
A continuación el palpador se desplaza a la altura de la medición
programada y ejecuta el primer proceso de palpación con avance
de palpación (MP6120 o bien MP6360)
3
A continuación el palpador se desplaza al siguiente punto de
palpación
2
y ejecuta el segundo proceso de palpación
4
El TNC hace retroceder el palpador a la altura de seguridad y realiza
el giro básico calculado
Antes de la programación deberá tenerse en cuenta
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
Al principio del ciclo el TNC anula el giro básico activado.
2
1