HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Manual del usuario
Página 54
54
3 Ciclos de palpación para la comprobación automática de piezas
3.1 Medición aut
o
mática de la
posición inclinada de la pieza
4
El TNC retira el palpador a la altura de seguridad y posiciona el eje
giratorio definido en el ciclo según el valor calculado.
Opcionalmente se puede fijar en 0 la visualización tras la alineación
8
1er punto de medición del 1er eje
Q263 (valor
absoluto): Coordenada del 1er punto de palpación en
el eje principal del plano de mecanizado
8
1er punto de medición del 2º eje
Q264 (valor
absoluto): Coordenada del 1er punto de palpación en
el eje auxiliar del plano de mecanizado
8
2º punto de medición del 1er eje
Q265 (valor
absoluto): Coordenada del segundo punto de
palpación en el eje principal del plano de mecanizado
8
2º punto de medición del 2º eje
Q266 (valor
absoluto): Coordenada del segundo punto de
palpación en el eje transversal del plano de
mecanizado
8
Eje de medición
Q272: Eje en el que debe realizarse
la medición:
1: Eje principal = eje de medida
2: Eje transversal = eje de medida
3: Eje palpador = eje de medición
8
Dirección de desplazamiento 1
Q267: Dirección en
la cual debe desplazarse el palpador hacia la pieza:
-1: Dirección de desplazamiento negativa
+1:Dirección de desplazamiento positiva
8
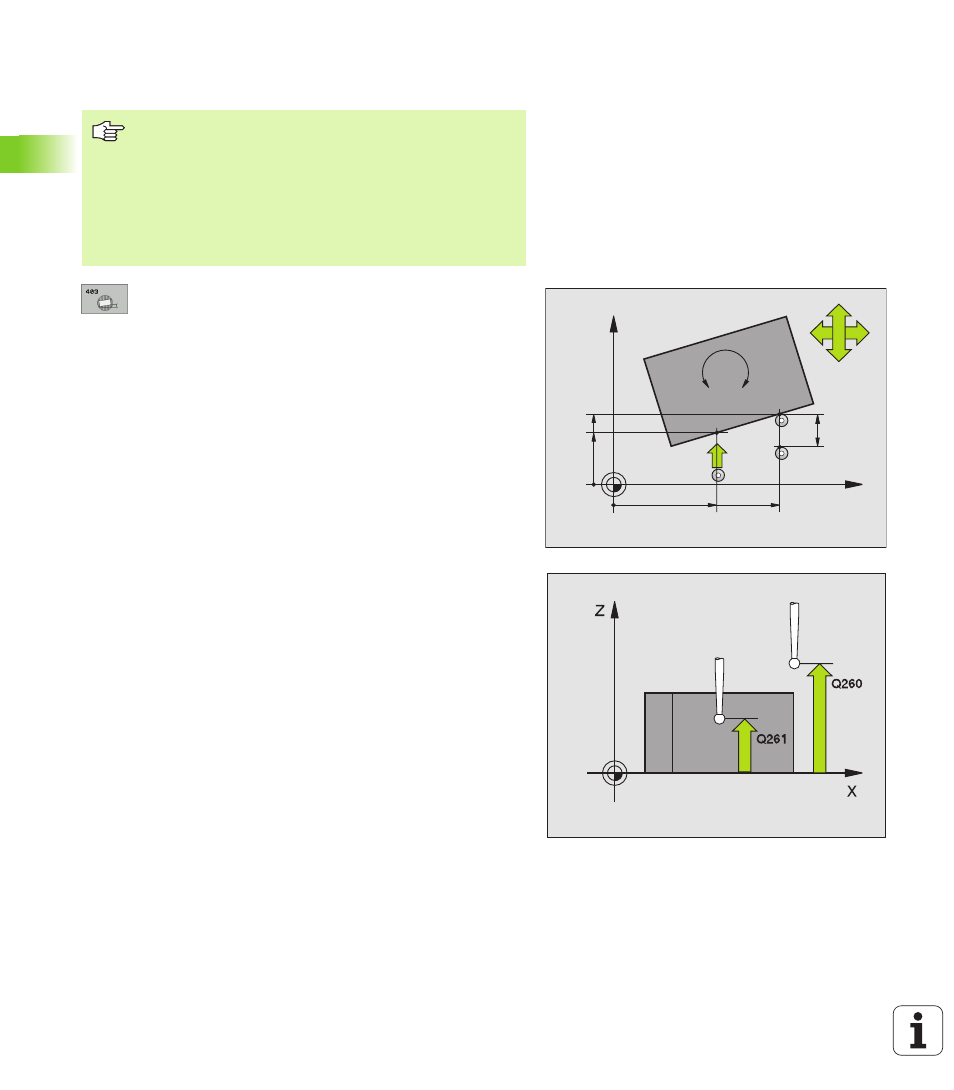
Altura de la medición en el eje del palpador
Q261
(valor absoluto): Coordenada del centro de la bola
(=punto de contacto) en el eje de palpación, desde la
cual se quiere realizar la medición
8
Distancia de seguridad
Q320 (valor incremental):
Distancia adicional entre el punto de medición y la
bola del palpador. Q320 se suma al valor del MP6140
8
Altura de seguridad
Q260 (valor absoluto):
Coordenada en el eje del palpador, en la cual no se
puede producir ninguna colisión entre el palpador y la
pieza
Antes de la programación deberá tenerse en cuenta
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
Solamente utilizar el ciclo 403 cuando la función
"inclinación de planos de mecanizado" esté inactiva.
El TNC también memoriza el ángulo calculado en el
parámetro Q 150.
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
–
–
+
Q267
MP6140
+
Q320
A
B
C