HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Manual del usuario
Página 74
74
3 Ciclos de palpación para la comprobación automática de piezas
3.2 Cálculo aut
o
mático de los punt
os de r
e
fe
re
ncia
8
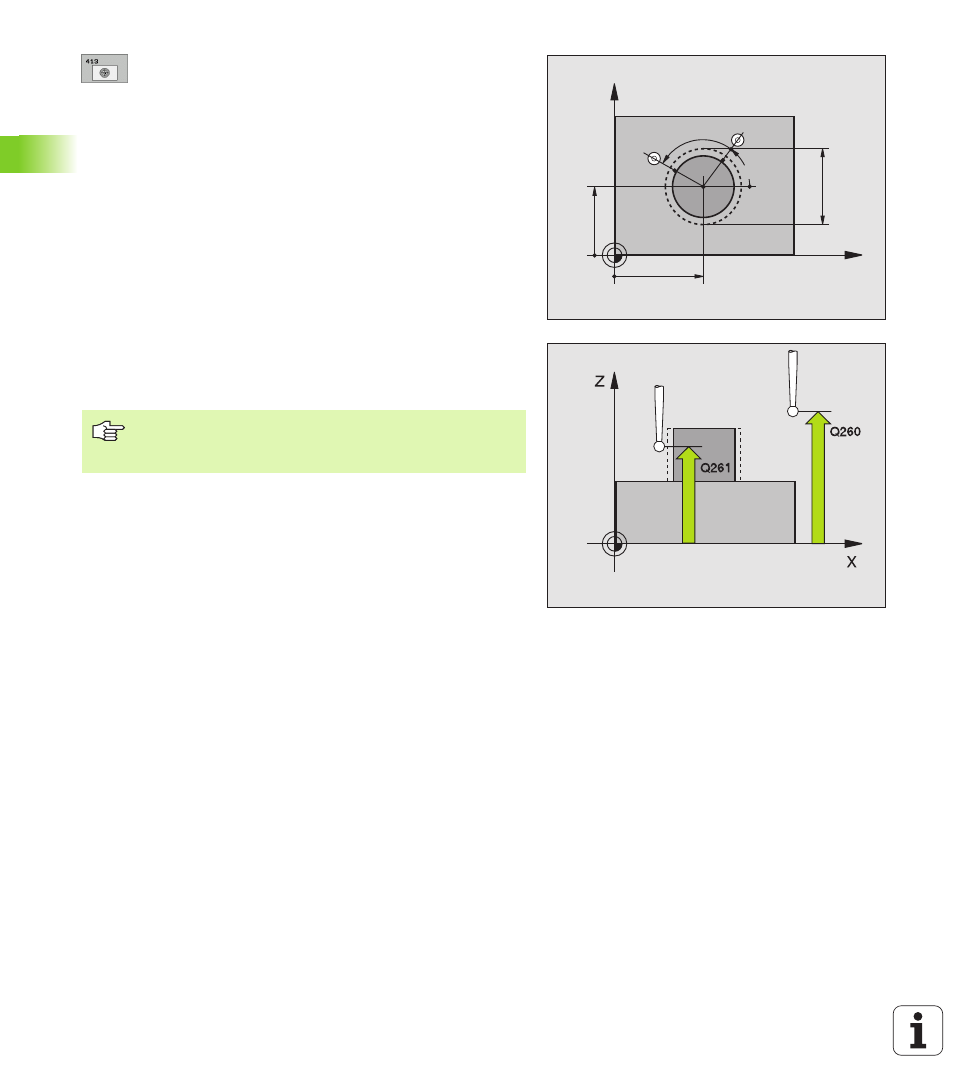
Centro 1er eje
Q321 (valor absoluto): Centro de la isla
en el eje principal del plano de mecanizado
8
Centro 2º eje
Q322 (valor absoluto): Centro de la isla
en el eje auxiliar del plano de mecanizado Si se
programa Q322 = 0, el TNC dirige el centro del taladro
al eje Y positivo, si se programa Q 322 distinto de 0,
el TNC dirige el centro del taladro a la posición
nominal
8
Diámetro nominal
Q262: Diámetro aproximado de la
isla. Introducir mejor un valor superior al estimado
8
Ángulo inicial
Q325 (valor absoluto): Ángulo entre el
eje principal del plano de mecanizado y el primer
punto de palpación
8
Paso angular
Q247 (valor incremental): Ángulo entre
dos puntos de medición, el signo del paso angular
determina la dirección de giro (- = sentido horario), en
la cual se desplaza el palpador hacia el siguiente punto
de medición. Si se desea medir arcos circulares,
programar un paso angular menor a 90º
8
Altura de la medición en el eje del palpador
Q261
(valor absoluto): Coordenada del centro de la bola
(=punto de contacto) en el eje de palpación, desde la
cual se quiere realizar la medición
8
Distancia de seguridad
Q320 (valor incremental):
Distancia adicional entre el punto de medición y la
bola del palpador. Q320 se suma al valor del MP6140
8
Altura de seguridad
Q260 (valor absoluto):
Coordenada en el eje del palpador, en la cual no se
puede producir ninguna colisión entre el palpador y la
pieza
8
Desplazamiento a la altura de seguridad
Q301:
Determinar cómo debe desplazarse el palpador entre
los puntos de medición:
0: Entre los puntos de medición desplazarse a la altura
de medición
1: Entre los puntos de medición desplazarse a la altura
de seguridad
8
Número del punto cero en la tabla
Q305: Indicar el
número en la tabla de puntos cero/tabla de presets,
donde el TNC debe memorizar las coordenadas del
centro de la isla. Al introducir Q305=0, el TNC fija la
visualización automáticamente, de forma que el
nuevo punto de referencia se encuentra en el centro
de la isla
X
Y
Q322
Q321
Q262
Q325
Q247
Cuanto menor sea el paso angular programado, más
impreciso será el cálculo del punto de referencia del TNC.
Valor de introducción mínimo: 5°.