Pág. 126, 3 medición aut o mática de piezas – HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Manual del usuario
Página 126
126
3 Ciclos de palpación para la comprobación automática de piezas
3.3 Medición aut
o
mática de piezas
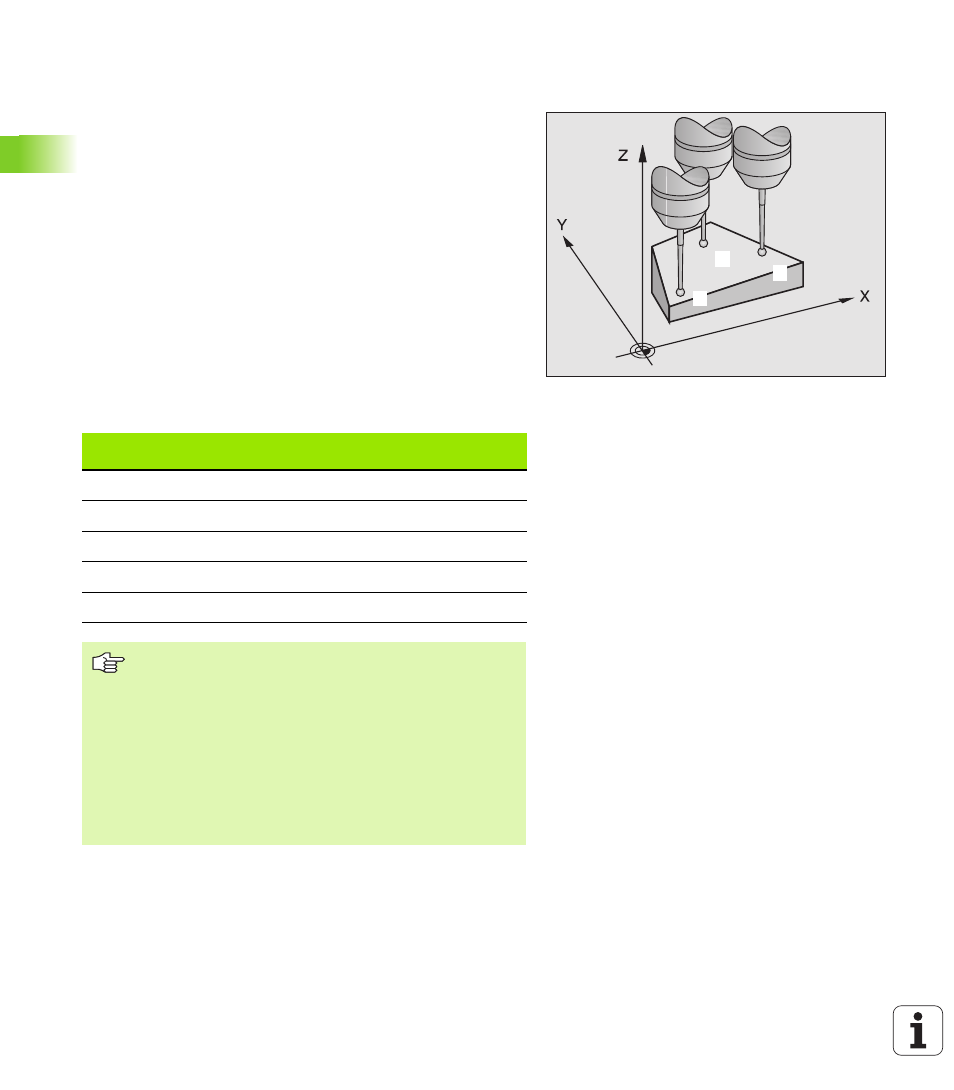
MEDIR PLANO (ciclo de palpación 431,
DIN/ISO: G431)
El ciclo de palpador 431 determina el ángulo de un plano mediante la
medición de tres puntos y almacena los valores en los parámetros de
sistema.
1
El TNC posiciona el palpador en avance rápido (valor de MP6150 o
bién MP6361) y según la lógica de posicionamiento (véase
"Ejecución de los ciclos de palpación" en pág. 22) hacia el punto de
palpación programado
1
y mide allí el primer punto del plano. Para
ello, el TNC desplaza el palpador según la distancia de seguridad
en la dirección opuesta a la palpación
2
A continuación el palpador retrocede a la altura de seguridad,
después en el plano de mecanizado al punto de palpación
2
y allí
mide el valor real del segundo punto del plano
3
A continuación el palpador retrocede a la altura de seguridad,
después en el plano de mecanizado al punto de palpación
3
y allí
mide el valor real del tercer punto del plano
4
Para finalizar el TNC hace rectroceder el palpador a la altura de
seguridad y memoriza los valores angulares calculados en los
siguientes parámetros Q:
2
3
1
Número de
parámetro
Significado
Q158
Ángulo del eje A
Q159
Ángulo del eje B
Q170
Ángulo espacial A
Q171
Ángulo espacial B
Q172
Ángulo espacial C
Antes de la programación deberá tenerse en cuenta
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
Para que el TNC pueda calcular valores angulares, los tres
puntos de medición no pueden encontrarse en una recta.
Los ángulos espaciales se memorizan en los parámetros
Q170 - Q173, que son necesarios en la función oscilar
plano de mecanizado Mediante los primeros dos puntos
de medición se determina la dirección del eje principal
durante la oscilación del plano de mecanizado.