Flowserve LNN Manual del usuario
Página 34
LNN, LNNV y LNNC INSTRUCCIONES PARA EL USARIO ESPANOL 71569078 11-07
Página 34 de 52
flowserve.com
6.10.4 Cierre de eje – cierre mecánico suelto
Refiérase a las instrucciones especiales
suministradas con el cierre mecánico.
a) Hágase deslizar el conjunto rotatorio del cierre
mecánico por la camisa del eje hasta que el
anillo retén haya alcanzado la distancia correcta
a lo largo de la camisa. Apriétense los tornillos
sin cabeza para fijarlos en posición.
b) Insértese el anillo tórico en las camisas del eje y
háganse deslízar las camisas a lo largo del eje y en
los cubos del impulsor. Lubríquense ligeramente el
eje y el anillo tórico para facilitar el ensamblaje.
c) Apriétense y ajústense las tuercas del eje de
forma que las distancias entre las tuercas y las
marcas ranuradas sean iguales en ambos lados.
d) Fíjense las tuercas del eje en posición con tornillos
sin cabeza. Apriétense los tornillos de casquete
(LNNV).
e) Háganse deslizar los alojamientos de prensaestopas
por el eje y colóquese el anillo tórico [4610.9].
El anillo tórico debe recambiarse
cada vez que se desmonta.
f) Háganse deslizar las tapas [4213] del cierre
mecánico, junto con sus partes estancas
estacionarias ya instaladas, y los anillos tóricos
por el eje.
g) Si se tiene que colocar el cierre mecánico de
cartucho.
Refiérase a cualquier instrucción provista
con el cierre mecánico. Los cierres de cartucho
generalmente se conectan directamente al eje de
la bomba como se muestra en la Sección 8.1.2.
6.10.5 Cojinetes de bolas – LNN, LNNC
Antes de montar los cojinetes, procédase de la forma
siguiente:
a) Coloque las los aros del sello de eje [4305.1]
sobre el eje y hágase deslizar la tapa [3260.1]
del cojinete por el eje. Si se provee también
conecte al eje el aro del sello de eje [4305.3].
b) En las bombas con cojinetes lubricados con grasa,
las juntas de anillos en V se encuentran solo en el
exterior de la tapa de cojinete. Las bombas con
cojinetes lubricados con aceite tienen además los
aros del sello de eje [4305.3 y 4305.4] en el interior
de las tapas de cojinetes. Si los aros en V están
instalados, las juntas de anillos en V tienen dos
perforaciones pequeñas en el reborde. Los anillos
en V internos se encajan en las ranuras del eje.
c) Si se tienen que instalar nuevos sellos de
laberinto de cojinetes, presiónelos dentro de sus
respectivas cubiertas antes de que se ensamblen
las cubiertas al eje.
Tenga cuidado de no dañar las juntas tóricas en O.
Asegúrese de que el deflector líquido [2540] esté
en el eje antes de que se cubra el eje con la
cubierta del cojinete [3260.1].
d)
Si se tienen que instalar nuevos disyuntores
de cojinetes opcionales en la cubierta de cojinetes,
refiérase a las instrucciones provistas con los
disyuntores por separado.
e) Determínese el grosor de la cuña laminada en el
lado del cojinete de empuje. Colóquese
temporalmente el cojinete en su alojamiento
apoyado en el resorte circular y en la arandela de
empuje.
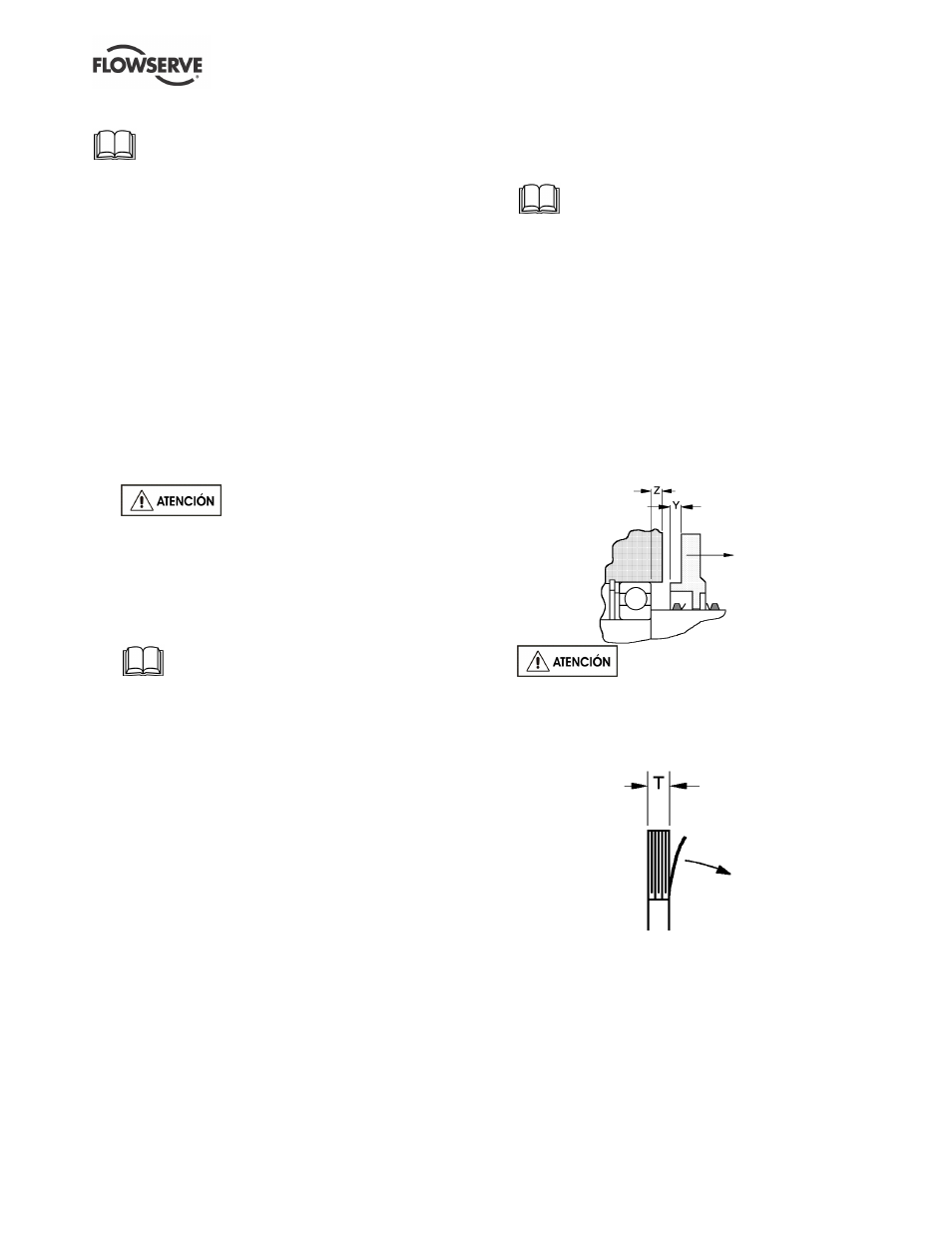
f) Mídase la distancia ´Z´a la cara del alojamiento
de cojinetes.
g) Mídase la distancia ´Y´ en la tapa de cojinete.
h) El grosor de la cuña necesaria para obtener la
correcta holgura corresponderá a ´Z´ menos ´Y´
= 0.02 a 0.1 mm (0.001 a 0.004 in.). Colóquense
las cuñas necesarias en el eje.
i)
La cuña consiste en material
laminado con un grosor original (T) de 1.0 mm
(0.039 in.), y un grosor laminado de 0.05 mm
(0.002 in.). Esto permite variar el grosor en
incrementos de 0.05 mm (0.002 in.) despegando
capas hasta alcanzar la holgura axial requerida.
j) Para las unidades lubricadas con aceite, colóquese
el aro del sello de eje [4305.3] en las ranuras del
eje para conseguir un posicionamiento correcto.
k) El cojinete debe calentarse a 100 ºC (212 ºF) con
una placa caliente, baño de aceite caliente o
calentador de inducción, y luego hacerse deslizar
por el eje hasta encontrar el hombro.
l) En el lado del cojinete de empuje, móntese las
tuerca tipo anillo de seguridad.