HEIDENHAIN iTNC 530 (340 49x-03) Touch Probe Cycles Manual del usuario
Página 62
62
3 Ciclos de palpación para la verificación automática de piezas
3.1 Medición aut
o
mática de la posición inclinada de la pieza
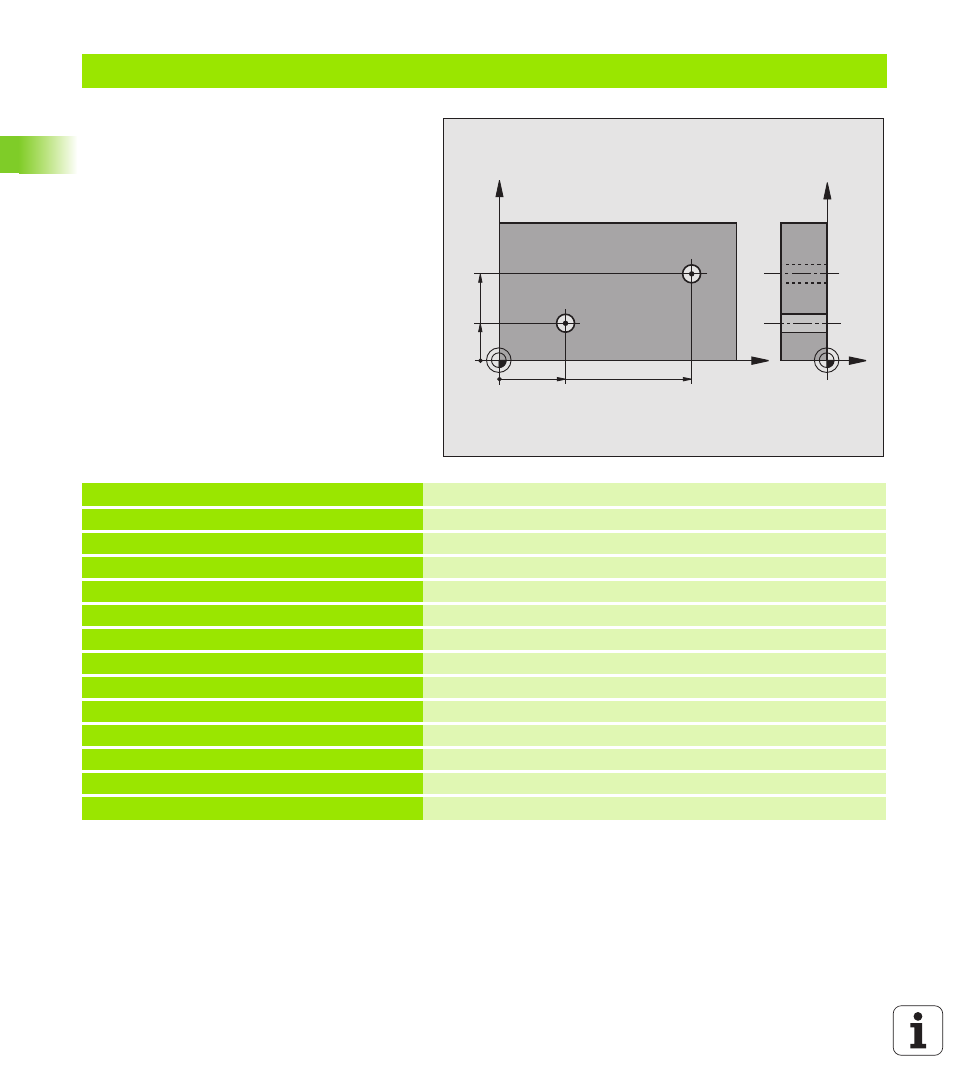
Ejemplo: Determinar el giro básico mediante dos taladros
0 BEGIN PGM CYC401 MM
1 TOOL CALL 0 Z
2 TCH PROBE 401 ROT 2 TALADROS
Q268=+25
;1ER CENTRO 1ER EJE
Centro del 1er taladro: Coordenada X
Q269=+15
;1ER CENTRO 2º EJE
Centro del 1er taladro: Coordenada Y
Q270=+80
;2º CENTRO 1ER EJE
Centro del 2º taladro: Coordenada X
Q271=+35
;2º CENTRO 2º EJE
Centro del 2º taladro: Coordenada Y
Q261=-5
;ALTURA MEDICIÓN
Coordenada en el eje de palpación, en la que tiene lugar la medición
Q260=+20
;ALTURA SEGURIDAD
Altura a la que el eje de palpación puede desplazarse sin colisión
Q307=+0
;GIRO BÁSICO PREINST.
Ángulo de las rectas de referencia
Q402=1
;ALINEACIÓN
Compensar inclinación mediante giro de la mesa giratoria
Q337=1
;FIJAR A CERO
Después de la alineación, poner la visualización a cero
3 CALL PGM 35K47
Llamar programa de mecanizado
4 END PGM CYC401 MM
X
Y
25
35
Z
Y
80
15