HEIDENHAIN iTNC 530 (340 49x-03) Touch Probe Cycles Manual del usuario
Página 60
60
3 Ciclos de palpación para la verificación automática de piezas
3.1 Medición aut
o
mática de la posición inclinada de la pieza
8
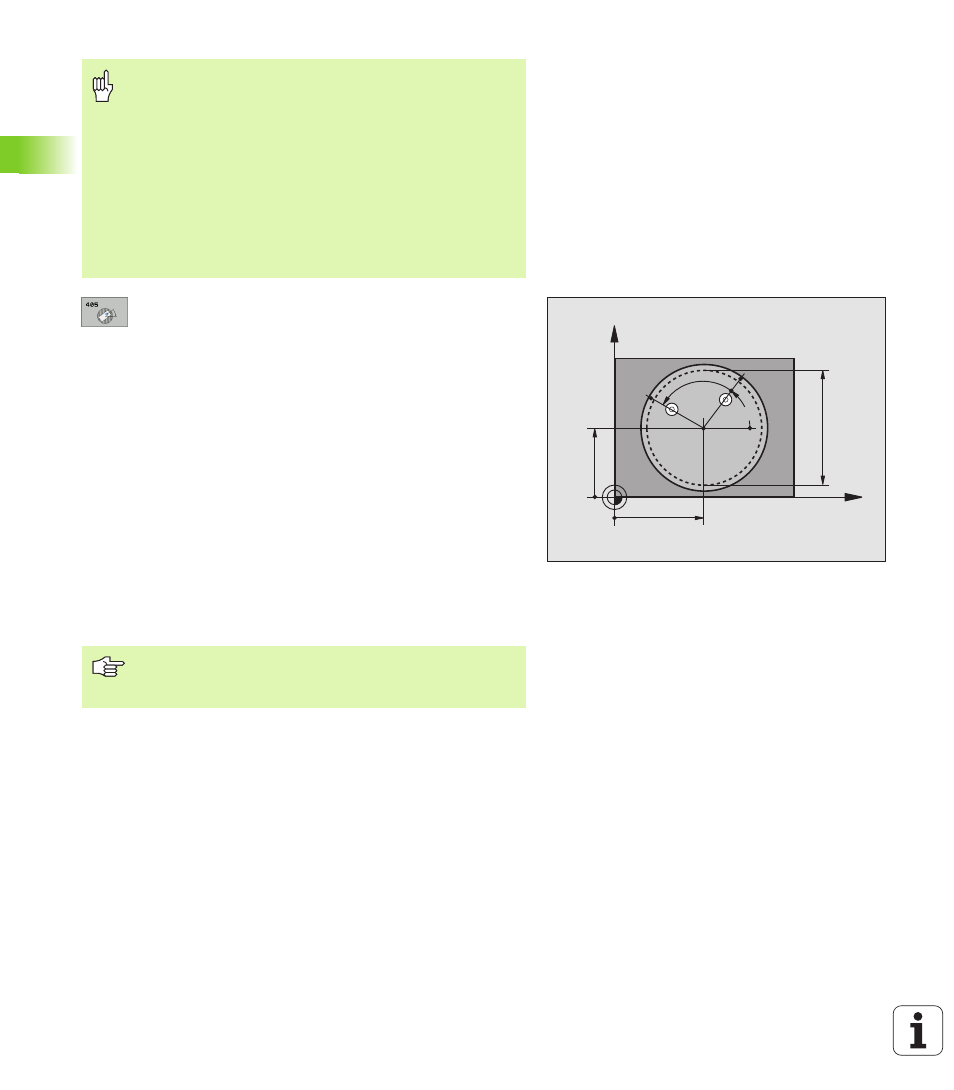
Centro 1er eje
Q321 (valor absoluto): Centro del
taladro en el eje principal del plano de mecanizado
8
Centro 2º eje
Q322 (valor absoluto): Centro del
taladro en el eje auxiliar del plano de mecanizado.
Si se programa Q322 = 0, el TNC dirige el centro del
taladro al eje Y positivo, si se programa Q 322 distinto
de 0, el TNC dirige el centro del taladro a la posición
nominal (ángulo que resulta del centro del taladro)
8
Diámetro nominal
Q262: Diámetro aproximado de la
cajera circular (taladro). Introducir mejor un valor
superior al estimado
8
Ángulo inicial
Q325 (valor absoluto): Ángulo entre el
eje principal del plano de mecanizado y el primer
punto de palpación
8
Paso angular
Q247 (valor incremental): Ángulo entre
dos puntos de medición, el signo del paso angular
determina la dirección de giro (- = sentido horario), en
la cual se desplaza el palpador hacia el siguiente punto
de medición. Si se desea medir arcos circulares,
programar un paso angular menor a 90º
Antes de la programación deberá tenerse en cuenta
Para evitar que el palpador colisione con la pieza, deberá
indicarse el diámetro nominal de la cajera (taladro) menor
a lo estimado.
Si la medida de cajera y la distancia de seguridad no
permiten un preposicionamiento cerca del punto de
palpación, el TNC palpa siempre partiendo del centro de la
cajera. El palpador no se desplaza entre los cuatro puntos
de medida a la distancia de seguridad.
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
X
Y
Q322
Q321
Q262
Q325
Q247
Cuanto menor sea el paso angular programado, más
impreciso será el cálculo del punto central circular del TNC.
Valor de introducción mínimo: 5°.