Teclas programables aumentar o reducir voltaje, Botones o entradas subir y bajar – Hypertherm Phoenix V9.76.0 Manual del usuario
Página 194
194
Phoenix Software V9.76.0 Manual del operador 806403
8 – Controles de altura de la antorcha
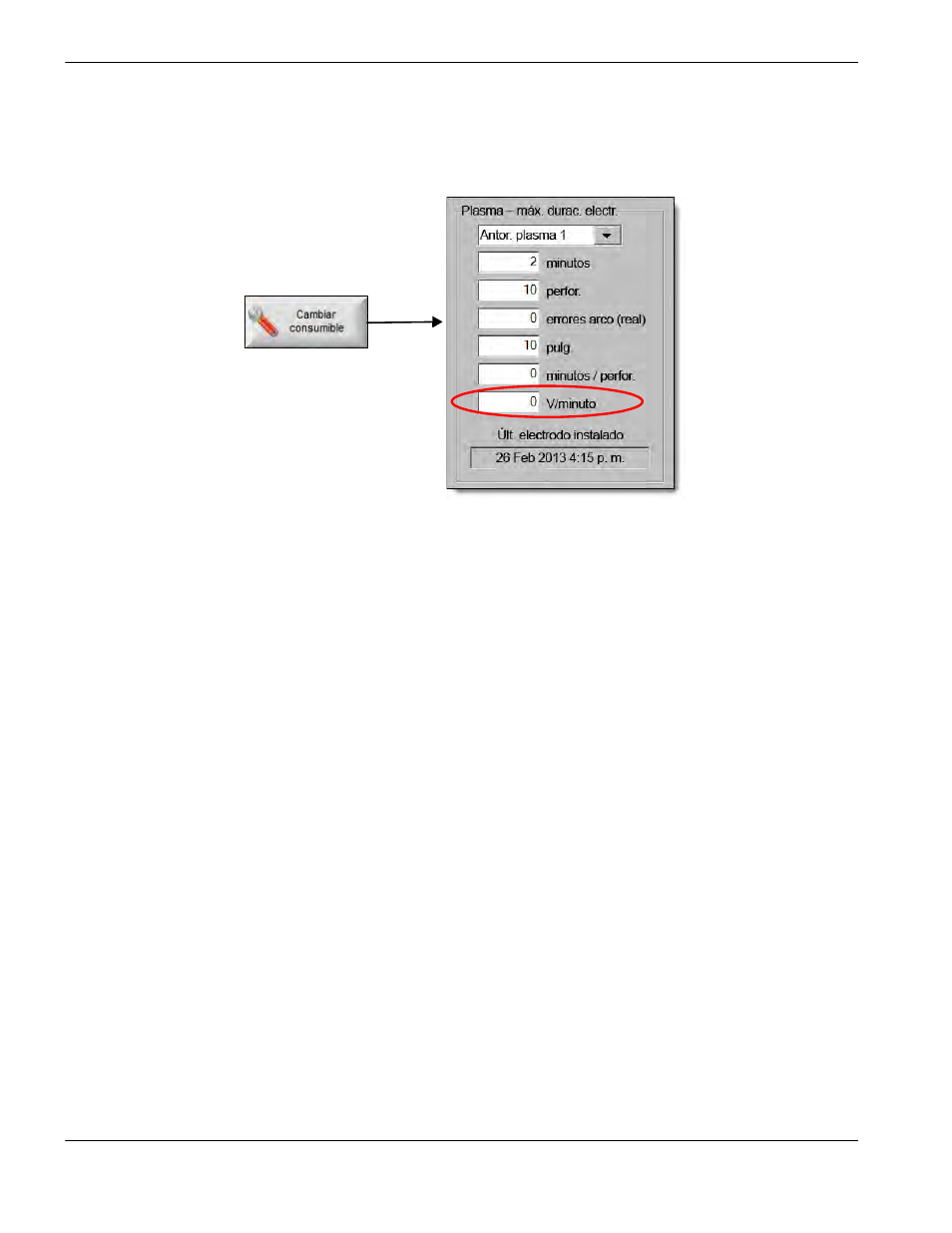
En el caso del Sensor THC, las compensaciones de voltaje THC pueden cambiarse automática y continuamente
entrando un valor en el parámetro V/minuto (volts por minuto) de la pantalla Cambiar consumibles (elegir la tecla
programable Cambiar consumible de la pantalla Principal). La cantidad a entrar dependerá del historial de uso de
consumibles del cliente. Para más información, ver
Cambiar los consumibles en la página 265.
Si entró un valor en V/minuto (volts por minuto), para que el CNC aumente gradualmente la compensación de voltaje
THC usando ese parámetro, tendrá que restablecer la compensación a cero si cambia los consumibles. De lo contario, al
cortar con los consumibles nuevos, la compensación de voltaje THC a aplicar a ajuste voltaje del arco podría ser muy
grande y ocasionar movimiento de la antorcha o problemas de calidad de corte.
Al usar el modo muestreo voltaje del arco ponga V/minuto (volts por minuto) en 0.
Teclas programables aumentar o reducir voltaje
Después de que empieza el corte en modo automático, el CNC muestra las teclas programables Aum. voltaje del arco
(aumentar voltaje del arco) y Red. voltaje del arco (reducir voltaje del arco) en la pantalla Principal. Oprima estas teclas
para cambiar el voltaje del arco mientras corte.
En el caso del ArcGlide THC, estas teclas aumentan o reducen la compensación de voltaje THC en 0,5 V cada vez
que se opriman.
En el caso del Sensor THC, estas teclas aumentan o reducen el parámetro Ajust. volt. arco (ajuste voltaje del arco)
en 0,5 V cada vez que se opriman.
A veces, los parámetros compensación de voltaje THC y ajuste voltaje del arco cambian en más de 0,5 V en
dependencia del tiempo que esté oprimida la tecla.
Botones o entradas subir y bajar
La consola del operador del EDGE Pro CNC tiene botones Subir y Bajar para cada una de las dos estaciones. Estos
botones activan las entradas Subir antor. # y Bajar antor. # (subir y bajar determinada antorcha). Activar estas entradas,
con los botones del EDGE Pro CNC o de una consola de operador del cliente, cuando el sistema esté cortando afecta
las compensaciones de voltaje THC del modo siguiente.
En el caso del ArcGlide THC, Subir y Bajar cambian la compensación de voltaje THC de esa estación en 0,5 V cada
vez que se opriman. Si muestra la compensación de voltaje THC en Watch Window, el cambio en la compensación
de voltaje THC aparece al terminar el corte.